基于ProfiBusDP总线的转向拉杆自动线系统的设计与实现
时间:12-20
来源:互联网
点击:
-Task诸如TimeFauhTask,TimeFaultBackgroundTask等设计故障处理程序。
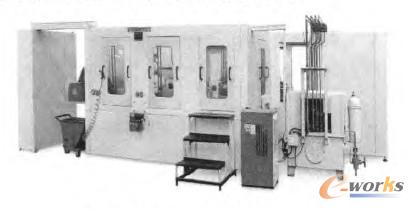
5 系统实现
基于基于ProfiBusDP总线控制 的转向拉杆自动线系统的具体实现如图6所示,整个生产线通过隔放料装置工件自动有序地输送到待上装置,由对中装置完成工件的预定位,在经步伐式输送装置将工件输送到各加工位进行车削、扩孔、攻丝、铣槽工序的加工,待加工完成后再由输送装置将工件输送发哦下料装置,并对加工工件进行计数,当工件达到5件时,挡斜料气缸,翻转气缸翻转,将工件内废液倒去。实现整个自动化加工。

因该自动线系统采用两端同时加工,车削、扩孔、攻丝、铣槽工序在自动线上同时进行,工件的上料和下料都是由系统自动控制实现,现场统计加工节拍平均为1.5min/件,生产效率得到极大地提高,同时因整个自动线系统都是自动上料,加工,下料,极大地减少了人为因素干扰,工件的加工精度得到了提高,加工后的工件经三坐标检测完全满足设计精度要求。
6 结束语
针对当前转向拉杆生产方式效率和精度低的状况,提出的采用基于ProfiBus-DP总线技术设计的转向拉杆自动线系统,可靠性高,效率和精度都得到了很大的提高,同时提高了设备操作人员与设备的交互性和可操作性。系统通过人机界面的方式显示整个自动线运行的状况,并且具有故障诊断功能,便于维护人员对自动线设备的维护。目前,该系统已在相关企业投入使用,客户反映效果良好。
转向拉杆自动线系统设计与实现ProfiBusD 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)