基于ProfiBusDP总线的转向拉杆自动线系统的设计与实现
0 引言
汽车转向拉杆是汽车底盘中的重要零件,生产批量非常大,年产量动辄几万只甚至十几万只。目前国内一般厂家均使用通用机床加工转向拉杆,整个生产过程包含四道工序:车端面倒角、扩孔、攻丝和切槽。首先在普通车床上对工件一端进行车削并倒角、扩孔、攻丝加工,加工完成后再掉头加工另一端。切槽加工在万能铣床上人工装夹两次进行。工件加工的工序多,加工精度不高,自动化程度低,工作效率低(加工一件须20分钟以上)、工人劳动强度高(加工过程中须多次人工装夹、更换加工刀具,甚至更换加工设备)。不能满足大批量低成本的生产要求。因此,开发转向拉杆自动线系统非常必要。针对自动线系统控制设备比较分散,相隔距离较远的特点,传统的PLC和工业智能设备一起直接连接构成自动控制系统虽能完成控制任务,但是大量的分布式的I/0占用设备的硬件资源,并且会增加设计和维护的工作量。而采用智能通讯接口则能很好的解决上述问题,并且能获得更多的系统运行信息,实现对整个自动化生产线系统的远程监控和故障诊断。ProfiBus—DP现场总线可以大大减少布线工作量,避免信号干扰,使系统更可靠,并且无论在其性能,开放程度,可互换性和互可操作性上还是在其工业业绩上都是比较突出的。因此本文自动线控制系统采用先进的PROFIBUS.DP现场总线技术和Sicmens的工业组态软件(WinFlexible),组成以编程计算机(PC/PG)、Simotion控制器D425、人机界面HMI及远程I/O从站(ET200M)为站点的现场总线控制系统来实现转向拉杆的生产工序控制,并且该总线控制系统灵活多变,可扩展性强,运行稳定,生产效率高,造价较低。
1 自动线简介
本自动化生产线设计用于转向横直拉杆系列车端面及倒角、钻孔、攻丝及切槽加工,为自动输送四工位刚性加工自动线。自动线设计图如图1所示。


该自动线由上料冷床工位、车端面倒角工位、扩孔倒角工位、攻丝工位、切槽工位及下料工位组成,采用步伐式输送装置输送工件,输送步距1200mm。上料工位采用人工排料,自动上料;I工位完成工件的车端面及倒角工序;llI位完成工件的钻孔及倒角工序;11I工位完成工件的攻丝工序;IV工位完成工件的切槽工序;下料工位采用角度自动可调下料装置,可将拉杆中的冷却液自动排除。本自动线具备外形美观、结构紧凑、自动化程度高、加工效率高等的优点。
2 通讯原理
ProfiBus总线标准基于IOS/OSI开放系统通讯模型,于1996年成为欧洲标准EN50170,1999年底成为国际标准IEC61158的组成部分,已被全世界接受。ProfiBus由三部分组成:ProfiBus-DP、ProfiBus-PA(Process automation过程自动化)和ProfiBus-FMS(Field Bus Message Specification现场总线信息规范)。其中ProfiBus.DP是一种经过优化的高速、低成本的通讯连接,使用最为广泛,专用于设备级控制系统和现场设备(如分步式I/O、传感器、执行器和驱动器等)之间的通信。
ProfiBus.DP的协议结构根据IS07498国际标准以开放系统互联网络OSI为参考模型,但只采用OSI的物理层、数据链路层和用户接口。物理层定义了物理特性,它上接数据链路层,下连媒介,传输速率9.6kbps-12Mbps,响应时间为几百微秒到几百毫秒。数据链路层定义总线存储协议,执行总线通信规则,处理出错检测、出错恢复、仲裁和调度。应用层定义了设备可使用的应用功能,完成信息指令的翻译,掌握数据的结构和意义。
3 控制系统的硬件组成
控制系统的硬件主要由工程师站、西门子控制器Simotion D425、伺服电源模块、伺服驱动模块、人机界面0P277、S7-300PLC、分布式I/O(ET200M)、伺服电源、伺服电机、变频器MM440和交流电机等部分组成。整个控制系统的结构示意图如图2所示。
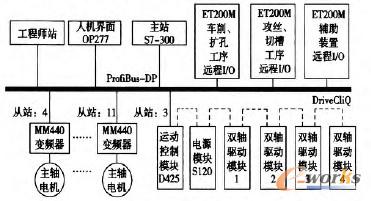
图2控制系统结构示意图
本控制系统中工程师站用于对整个控制系统的应用软件的设计,调试与维护。人机界面OP277,实现对整个自动线中的现场设备的数据监控,参数设置,报警显示,故障分析等,可实现自动线操作员实时地对现场设备进行监控。人机界面OP277和S7-300PLC之间进行快速数据交换与信息共享。S7-300PLC作为整个控制系统的主站,采用CPU315-PN,其具有强大的数据处理功能,并集成了现场总线ProfiBus—DP总线接口,通过ProfiBus总线连接Simotion运动控制系统、变频器、HMl人机界面、远程I/O装置,既满足了系统复杂的控制,使控制系统的可靠性大为提高。整个自动线的辅助装置,诸如上下料装置、输送装置、冷却、排屑、润滑等都是通过逻辑处理功能强大的CPU315-PN来实现的。
系统的运动控制部分采用西门子运动控制器Simotion D425。
转向拉杆自动线系统设计与实现ProfiBusD 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)