DMC130A控制器在双液定量灌注机系统中的应用
12.参数设置的实现
系统工作需要设置的参数为:出胶总量、A胶比例、B胶比例、出胶速度、A胶系数、B胶系数等。预先绘制128×64象素图片:
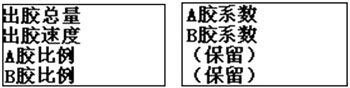
将上述两个图片分别下载至控制器参数页面0、1(图片需要顺时针旋转90度),下载参数页面0时,需要设置四个数值区域对应寄存器为:S0,S10,S20,S21;
下载参数页面1时,需要设置四个数值区域对应寄存器为:S22,S23,S4,S4;
图片下载后,控制器待机状态下按参数键,出现可视参数设置界面,将出现如下界面: 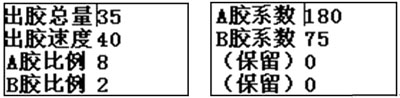
通过移动光标键,可分别对以上参数进行设置;系统将自动按设置对应的寄存器序号分别对应S型变量:S0,S10,S20,S21,S22,S23,用户程序中的取值指令将自动获取你设置的参数数值。
13.状态信息显示的实现
预先绘制如右图所示128×64点阵图片:
将此图片下载至控制器状态画面0;
在程序中使用寄存器/变量:M1,对加工次数进行计数;
在程序中,IN0启动之前,使用如下程序:
DISPLAY0,0,0
DISPLAY6,S0,4
DISPLAY6,S10,5
DISPLAY4,4,6
DISPLAY6,M0,6
运行程序后,在脚踏开关(IN0)按下之前,控制器将显示如右图的界面:
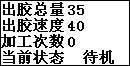
在程序中,IN0启动之后,使用如下程序:
DISPLAY4,4,6
DISPLAY6,M1,6
DISPLAY4,6,7
脚踏开关(IN0)按下之后,即灌注工作过程中,
显示如下图的界面: 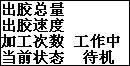
14.效果及结论
在该项目正式立项后,首先确定了步进电机及驱动器选型,进而确定了机械结构;机械的初次定型耗时2周左右,而控制系统软件在了解灌注机工艺流程之后,编写程序耗时一个小时左右;在机械初次定型后,花费3个小时左右的调试,控制系统已基本满足了设计要求;后来,机械结构进行了部分必须的技术改进(主要为出胶口搅拌技术),经在多家工厂的产品批量灌注生产及测试,控制系统可靠、精确。
因此,对应此类非标应用步进电机的控制系统,使用DMC300A控制器,可以做到性能可靠、开发周期短,使设备厂商可以把精力集中在自己擅长的机械结构上:设备产品早一天上市,就能获得更多的市场机会;省去了专用控制系统繁杂、长周期的开发过程,又不会出现使用PLC进行痛苦的编程调试,步进脉冲定量控制、速度控制捉襟见肘,等等。总之,选用了合适的控制系统,你的产品就成功了一半。
DMC130A 运动控制器 自动化 FPGA 步进电机 双液定量灌注点 胶机科瑞特 相关文章:
- DSP+FPGA在高速高精运动控制器中的应用(05-17)
- 基于DSP/FPGA的以太网控制器的运动控制器设计(02-06)
- 基于DSP的仿人机器人运动控制器系统设计(07-02)
- 台达总线型运动控制器10MC在16头高速绕线机上的应用(12-19)
- RTAI在开放式数控系统运动控制器中的应用(12-12)
- 基于多轴运动控制器的间歇式轮转印刷机控制系统(12-12)