先进3D芯片堆叠的精细节距微凸点互连
除了Cu/Sn微凸点(μbump)互连外,实现芯片与芯片互连的另一替代方法是基于铟(In)的精细节距焊料凸点。铟是非常软的材料,熔点低(156℃),但成本高,一般局限于高端成像传感器一类的特殊应用。
实验
本文全部实验均用5×5mm2 Imec封装测试芯片进行。图1是晶圆上一些关键测试图形的照片。这些芯片由氧化物介质中的标准单大马士革Cu互连层组成、用氧化物/氮化物层钝化。用于微凸点互连的测试结构主要是菊花链触点的周边行。在一种测试芯片中,它们连接总计480个直径25μm的微凸点连接点,节距为40μm。另一种测试芯片含有8200个直径25μm的微凸点阵列,节距为50μm。微凸点形成工艺是用半加成电镀技术。首先依次淀积Ti/Cu籽晶层和光刻胶层。然后进行光刻确定用于微凸点的开口区域。将光刻胶显影后,再依次电镀Cu和Sn,形成微凸点。最后,剥离光刻胶层,将Ti/Cu籽晶层刻蚀掉。

图1所示测试芯片采用60μm周边焊盘节距,并与TSV结合使用。实现这些TSV所用的工艺有详细描述。加工TSV前,把晶圆厚度减至50μm。TSV直径是25μm,深度为50μm。TSV Cu填充和微凸点形成在单一工艺中结合完成。Ti/Cu籽晶层在TSV刻蚀后淀积于深宽比为2的50μm TSV上。Cu填充前,应用10μm厚负光刻胶掩膜层,它允许同时形成Cu填充TSV和Cu/Sn凸点。用Cu填充TSV后,直接镀一层3.5μm厚Sn层。光刻胶剥离后,用化学方法除去金属籽晶层。
测试样品的键合在SET FC-150倒装芯片键合机上温度为150-250℃时进行。键合前应用不同的清洗剂(如助溶剂)。键合期间加压(5MPa-150MPa),键合时间3-20分钟。
键合后,测量交织的菊花链的电阻和绝缘以检查互连的电气性能。有些样品还送去做X截面SEM检验。
结果
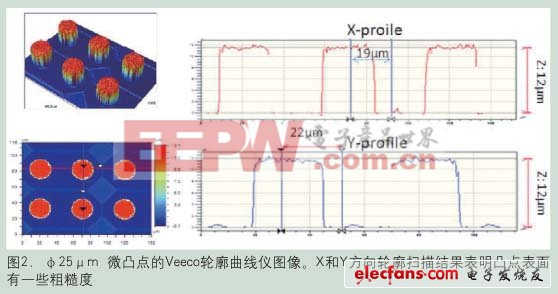
微凸点由焊料凸点和上芯片上的UBM组成。可焊金属“凸点焊盘”(此例中为Cu)置于下面的衬底上。焊料微凸点的使用也是选项,但本实验未使用。焊料与UBM/可焊金属的反应结果形成金属间化合物,因此上下芯片就连接。本研究中,UBM是Cu或Cu/Ni双金属层,而焊料凸点或包含纯Sn,或包含SnAg。图2是φ25μm微凸点的光学干涉测量剖面,在Cu/Ni UBM上形成了SnAg焊料凸点。
由于Sn和Cu的吉布斯(Gibbs)自由能低,二者均易被氧化。实际上发现,去除氧化物对确保SSD键合的金属间化合物形成至关重要。一些商用清洗剂(如助溶剂)和稀有机酸在倒装芯片键合过程中清洗Cu和Sn。助溶作用也可以用所谓非流动底层填充料(NUF)提供。优点是可与封装装配工艺同时进行底层填充工艺。但它们均不能在很低温度下有效去除氧化物。这使我们的SSD键合温度不能低于150℃。实际上,不同清洗剂的结合给出了150℃时的最佳键合结果。去除氧化物对于TLP键合的重要性不大,此时液态Sn能润湿Cu UBM形成金属间化物。

发现键合压力是SSD键合中形成良好金属间化物连接的又一重要因素。存在一个约20MPa的下限压力,低于此值时焊接连接处含有的孔洞一类的缺陷太多,因而电连接不良。但是,150MPa几乎是上限压力,高于此值时Sn横向受到挤压,能在邻近的凸点间引起电短路。对40/15μm节距/间距凸点连接来说,50MPa已足以获得高良率器件。
与SSD键合不同,应用于TLP键合的压力要小得多,2.5-10MPa对电良率不产生什么差异。
考虑工艺简易和连接界面质量之间的最佳折中,以NUF键合为基础工艺。这消除了毛细管底层填充的需求。进而通过采用初始高度并行的芯片至晶圆的取放、随后集中键合芯片的方法增加工艺产出。该方法已被证明能用于全200mm晶圆级(图3)。对于TLP和固态扩散键合方法,40/15μm节距/间距周边阵列芯片,获得了90%以
- 多维设计技术力促3D芯片(05-02)
- 新型高线性折叠结构混频器设计(04-27)
- 12位串行A/D转换器MAX187的应用(10-06)
- AGC中频放大器设计(下)(10-07)
- 低功耗、3V工作电压、精度0.05% 的A/D变换器(10-09)
- PIC16C5X单片机睡眠状态的键唤醒方法(11-16)