基于PLC的嵌入式车辆尾气自动检测系统
统中分析仪器单元测量浓度值经后面板的输出端子以模拟量输出,CVS单元的流量计量单元测量数据由传感器以模拟量输出,具体的传感器包括:
标准长径喷嘴流量计:BYW-S-80,4 m3/min~8 m3/min,喷管直径80mm,用于主流道恒定流量测量;
数字压力变送器:BYD-8,标准长径喷嘴流量计前端压力测量,输出信号4 mA~20mA DC,24V;
电容式压差变送器:1151DP3E22M183,标准长径喷嘴流量计前端、后端压力差测量,输出信号4-20mA DC,24V;
防爆型数字温度变送器:BWD-8,标准长径喷嘴流量计后端温度测量,输出信号4 mA ~20mA DC,24V,量程0~50℃;
压力变送器:CS20FUCIIIERC3Lm(3)A,用于控制样气取样袋压力并保护之,输出信号4 mA ~20mA DC,供电范围15 V ~28VDC。
数据采集模块:研华16通道A/D PCL-818数据采集卡。
(四)通讯模块
系统通讯方式分为两种:串口通讯和TCP/IP协议通讯。PLC和数据采集模块与工控机之间为串口通讯;工控机与PC机之间采用TCP/IP协议进行通讯。硬件参数如下:工控机网卡:1个10/100M网络接口;PC机网卡-TP-LINK,100M。
三、系统软件设计
本嵌入式控制系统的编程分为两部分,一是PLC软件编程,实现对工作单元的现场控制;二是操作站触摸屏的编程,触摸屏根据传感器获取的测量数据判断目前的工作状态,然后将控制指令发送给各单元的PLC,同时生成交互式的人机对话界面。
(一)PLC编程
1.控制流程描述
分析仪器单元的PLC负责气路和量程切换的操作,CVS单元的PLC主要对CVS系统进行流程控制,实现自动清洗、自动采样等一系列功能控制。以CVS系统为例,PLC首先控制CVS单元排气过程,将气囊中的废气排空;然后控制清洗过程,进行管路清洗;最后控制自动采样,将背景气体和稀释气体分别抽到两个气囊,为分析仪器的气体分析做好准备。上述过程主要包含对泵、阀开关和定时延时的控制。控制过程如图3所示。
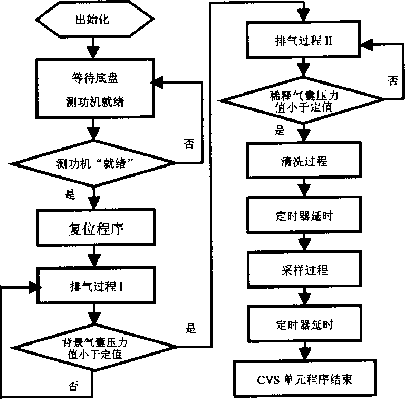
图3 CVS系统PLC控制流程臣
2.控制程序
整个控制程序我们采用程序代码编程,它较之梯形图、功能模块灵活、方便,结构紧凑。主程序模块为:
LD SM0.1 //初始化,调用子程序0
CALL SBR_0
S M2.0,4 //设置程序执行标志位
LD M0.1 //启用等待程序
A M2.0 //M2.0设为1
LPS
LD M8.1 //有复位请求
ALD
CALL SBR_I//调用子程序1
//SBR_0:
LD SM0.0
….. //初始化泵阀状态
CRET
,,SBR_I:
LD SM0.0
LD M3.0
….. //控制CVS工作流程
CRET
(二)触摸屏控制程序设计
系统中操作站我们采用触摸屏实现交互式人机对话。包括5个主要界面:系统主界面、CVS界面、分析仪器界面、报表和历史数据查询打印界面、手动界面。设计以按钮形式简便、直观地来控制PLC运行,有显示操作状态和数据、故障报警以及报表查询等功能。
四、结束语
整个系统完全满足汽车生产厂家现场监测汽车尾气污染物含量的要求。通过简单直观的人机对话界面实现复杂的操作,克服以往监测系统可靠性低、故障率高、操作复效率低等缺点,从而有效地提高了我国汽车生产厂家生产管理水平。
- 汽车安全检测系统的设计与实现(08-14)
- 基于虚拟仪器技术的汽车尾气检测系统(01-10)
- 工控技术为汽车工业带来成功解决方案(01-04)
- 用于机动车路考系统的车载通讯系统研究(02-24)
- 采用PLC 解决车辆分散驱动的同步控制问题(07-10)
- 基于S7-300的交流伺服系统在汽车仪表板生产线上的应用(09-20)