基于DSP应用于线切割机床的脉冲电源设计
时间:02-01
来源:作者:郭敏 福建龙净环保股份有限公司电控院
点击:
线切割脉冲电源的仿真
本设计采用了pspice9.2软件做主电路波形仿真。在仿真中限流电阻分别设置成1、2 、5 Ω等通过设置不同的电阻与不同的PWM占空比来寻找合适的波形,如图4所示,操作人员可以设置开关的通断来设置主电路的电阻大小。
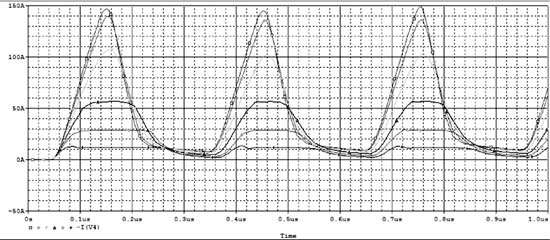
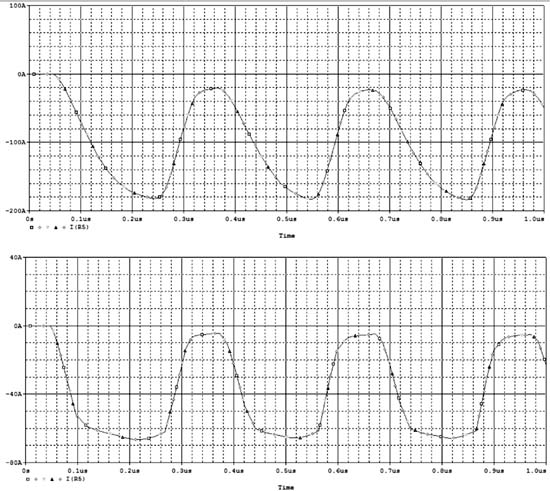
设置主电路直流电压为高电压切割-300v。根据不同的占空比得到图6的波形
在图6-1中由公式T=R×C、T=L/R可知,主电路电阻很小时,此时充放电时间主要由T=L/R决定,所以电压波形比较陡,在保证切割电流又要电压波形满足要求时,我们只好改变占空比大小了。但若对电流大小对切割要求有余时,我们也可以适当的增加电阻来调整电流波形。
结论:在高电压大电流切割下,设置脉冲为2/3。这样可以保证输出的波形满足线切割的对电压电流波形的要求。
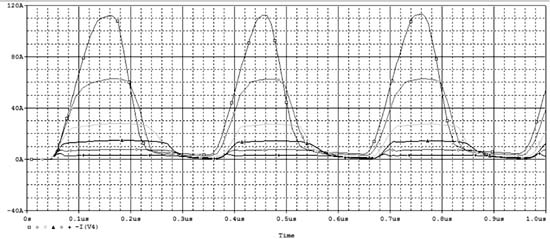
设置主电路直流电压为低电压切割-80v。根据不同占空比,得到图7波形。
结论:在低电压较大电流切割下,设置PWM占空比大点,波形就越满足条件。在低电压较小电流切割下,设置PWM占空比小点,波形就越满足条件。但小电压切割时占空比设为2/3波形大部分时间用于腐蚀,特别是限流电阻较大时,这样的输出波形会使工件表面烫伤.综合上面两种情况,我们在主电路电压为80V时,我们设置PWM占空比为1/2,这样可以保证输出的波形满足线切割的对电压电流波形的要求。
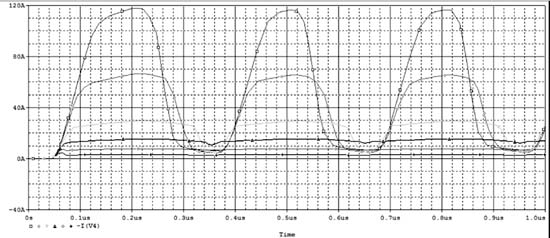
选出高低压切割时最合适的占空比与电阻值后,我们接下来考虑电容与电感对其的影响。对电容进行param扫描。
电容all parametric sweep参数设置为0.1 0.5 1 5 10。
为了达到高电流切割,我们主电路电阻还是选用1欧姆,这样的仿真波形如图8。
由图所示波形可知,电容波动对选定的主电路波形影响很小。
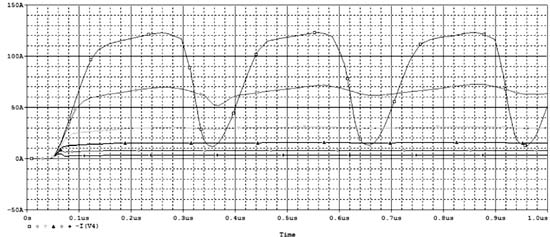
我们对电感进行param扫描,参数设置为0.1 1 5 10 20,其仿真结果如图9。
由图所示波形可知,电感的波动对选定的主电路波形影响也是很小。
由于电感电容相对于主电路的电阻值的变化对电流波形的影响是很小的,电极丝上的电流主要受电阻的变化比较大。
结语
这种电源在设计时提出了高电压切割与低电压两种情况的切割(80V与300V或其他)。由于高电压与低电压切割时对DSP产生的PWM的占空比有特殊的要求,根据检测主电路电压电流波形,在软件设计中我们加入自动变化占空比的程序。这样使得切割能达到预期的效果。
本设计采用了pspice9.2软件做主电路波形仿真。在仿真中限流电阻分别设置成1、2 、5 Ω等通过设置不同的电阻与不同的PWM占空比来寻找合适的波形,如图4所示,操作人员可以设置开关的通断来设置主电路的电阻大小。


设置主电路直流电压为高电压切割-300v。根据不同的占空比得到图6的波形


在图6-1中由公式T=R×C、T=L/R可知,主电路电阻很小时,此时充放电时间主要由T=L/R决定,所以电压波形比较陡,在保证切割电流又要电压波形满足要求时,我们只好改变占空比大小了。但若对电流大小对切割要求有余时,我们也可以适当的增加电阻来调整电流波形。
结论:在高电压大电流切割下,设置脉冲为2/3。这样可以保证输出的波形满足线切割的对电压电流波形的要求。
设置主电路直流电压为低电压切割-80v。根据不同占空比,得到图7波形。
结论:在低电压较大电流切割下,设置PWM占空比大点,波形就越满足条件。在低电压较小电流切割下,设置PWM占空比小点,波形就越满足条件。但小电压切割时占空比设为2/3波形大部分时间用于腐蚀,特别是限流电阻较大时,这样的输出波形会使工件表面烫伤.综合上面两种情况,我们在主电路电压为80V时,我们设置PWM占空比为1/2,这样可以保证输出的波形满足线切割的对电压电流波形的要求。
选出高低压切割时最合适的占空比与电阻值后,我们接下来考虑电容与电感对其的影响。对电容进行param扫描。
电容all parametric sweep参数设置为0.1 0.5 1 5 10。
为了达到高电流切割,我们主电路电阻还是选用1欧姆,这样的仿真波形如图8。
由图所示波形可知,电容波动对选定的主电路波形影响很小。
我们对电感进行param扫描,参数设置为0.1 1 5 10 20,其仿真结果如图9。

由图所示波形可知,电感的波动对选定的主电路波形影响也是很小。
由于电感电容相对于主电路的电阻值的变化对电流波形的影响是很小的,电极丝上的电流主要受电阻的变化比较大。
结语
这种电源在设计时提出了高电压切割与低电压两种情况的切割(80V与300V或其他)。由于高电压与低电压切割时对DSP产生的PWM的占空比有特殊的要求,根据检测主电路电压电流波形,在软件设计中我们加入自动变化占空比的程序。这样使得切割能达到预期的效果。
- 在采用FPGA设计DSP系统中仿真的重要性 (06-21)
- 基于 DSP Builder的FIR滤波器的设计与实现(06-21)
- 达芬奇数字媒体片上系统的架构和Linux启动过程(06-02)
- FPGA的DSP性能揭秘(06-16)
- 用CPLD实现DSP与PLX9054之间的连接(07-23)
- DSP+FPGA结构在雷达模拟系统中的应用(01-02)