PLC在稳定土厂拌站自动控制系统中的应用
且可以手动调节各个变频器的输出频率。配料变频器的启动与停止是有固定的顺序的,各个变频器的启停之间有一定的时间间隔,该时间间隔可以在上位机监控画面的参数设定部分进行设定和调整。另外,还有一些相关的设备如空压机、电铃、成品料仓仓门等设备需要人工来启动。 根据机械生产厂家的要求,在程序部分设置自锁控制功能。厂家出于货款回收方面的考虑,对控制系统提出设置自锁功能的要求,基本思想就是设置两个时间密码,在设备运至生产现场之后与货款全部收回之前,输入第一个时间期限,当设备运行到所设置的时间之后,控制系统将会自动锁死,无法进行正常操作。当收回全部货款之后,输出时间密码,控制系统可以一直运行。可以通过TODR指令读取实时时钟。将所读取的实时时钟与设置的时间密码进行比较,即可得到设置时间是否用完。 3.3PLC与变频器的通讯 本系统采用PLC与变频器进行通讯的方式来实现PLC对变频器的启停控制和频率设定以及读取变频的一系列运行数据。PLC与变频器之间采用ModbusRTU方式通讯,波特率设为9.6K,采用CRC校验。在RTU模式下,消息发送至少要以3.5个字符时间的停顿间隔开始,程序中以10ms为间隔进行数据的发送与接收。PLC和变频器采用主从的方式进行通讯,PLC是主机,变频器是从机。一共有六台变频器,在其参数设置中将其地址设为1-6号。PLC与变频器之间的通讯是一个“查询-回应”的过程,如图4所示。 PLC中的通讯部分程序大体分为以下几块:通讯初始化、发送完成中断程序、接受完成中断程序、发送组码程序、生成校验码、数据发送与接收。 通讯初始化部分程序在PLC的第一个扫描周期运行,其主要功能是设置CPU226的自由端口的通讯格式、数据接收格式及复位各寄存区、连接中断。 发送完成中断程序主要完成的任务是:定义开始接收数据,并且置位接收标志,复位发送标志。 接收完成中断程序主要完成的任务是:根据接收到的数据重新计算校验码,并与接收到的CRC域中的值进行比较。如果两者一致,则说明数据传输正确,将接收到的数据存入对应的寄存器中。 生成校验码:根据CRC检测方法生成校验码,具体生成方法是:①装入一个16位的寄存器,所有数位均为1;②该16位寄存器的高位字节与开始8位字节进行"异或"运算。运算结果放入这个16位寄存器;③把这个16寄存器向右移一位;④若向右(标记位)移出的数位是1,则生成多项式1010000000000001和这个寄存器进行"异或"运算;若向右移出的数位是0,则返回③;⑤重复③和④,直至移出8位;⑥另外8位与该十六位寄存器进行"异或"运算;⑦重复~③⑥,直至该报文所有字节均与16位寄存器进行"异或"运算,并移位8次;⑧这个16位寄存器的内容即2字节CRC错误校验,被加到报文的最高有效位。 4上位机WinCC监控画面设计 根据用户需求以及工程实际应用的考虑,本系统在上位机监控画面的组态上主要考虑到以下几个原则:监控画面能够清晰直观地显示设备的运行状态;能够对生产关键数据进行实时显示;能够对生产过程中物料配比数据进行修改;能够对设备运行过程中产生的故障报警信息进行显示和存储,可以进行报警历史记录进行查询;具有报表功能,能够将用户关心的生产数据自动生成个性化报表,并且能够自动在每班生产结束之后保存在指定位置,用户能够按照指定条件查询报表数据。 基于以上基本原则和要求,本课题以WinCC为开发平台,对稳定土厂拌站自动控制系统的上位机监控组态程序进行了设计开发。本系统设计的上位机监控界面的主画面如图5所示。 有系统当前的运主画面主要用来显示设备的整体生产流程,监控生产过程中的设备启停状态、显示生产数据、报警指示等,并且行模式指示(“手动运行”与“自动运行”)。 生产数据主要由几个部分组成:骨料和粉料的设定比例、设定流量;骨料和粉料的实际比例、实际流量;设备的设定产量、瞬时产量和累计产量等。 在主画面的底部有一系列按钮,如“参数设定”、“配料设定”等。点击按钮,即可进入对应的子画面。 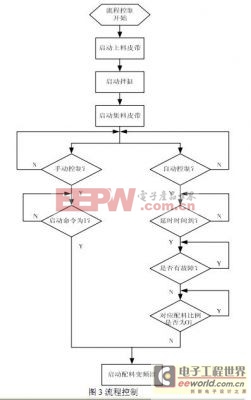
3.2自锁控制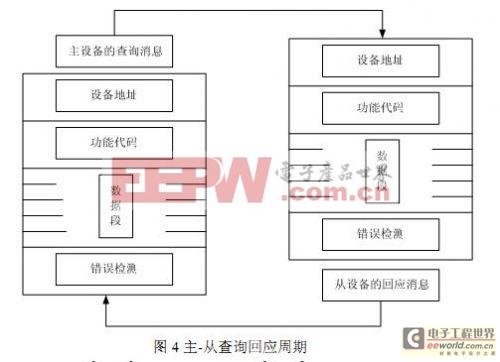

- 嵌入式系统硬件平台的软件PLC实现方法(04-12)
- 利用数字信号控制器实现稳健的PLC通信(05-02)
- 基于Linux系统的软PLC设计(07-19)
- 基于VxWorks的嵌入式实时PLC设计(01-08)
- 基于AT89C51单片机的微型可编程控制器(04-23)
- 基于DSP的光纤监控网络系统方案(08-03)