基于80C196MC单片机的自动定位系统
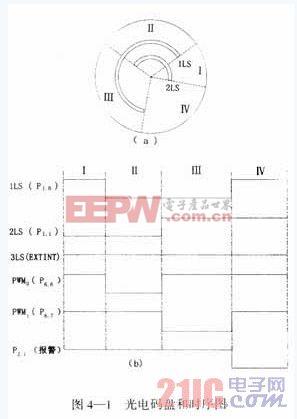
旋转时可产生不同时序的脉冲信号。码盘分成4个控制区域,分别对应4种不同的工作状况。
①若标纸的输送速度与刀辊的线速度相等,则检测卷筒包装纸输送位置的光电脉冲3LS出现在I区域,此时无需补偿,伺服电机停止旋转。
②若标纸的输送速度落后于刀辊的线速度,则光电脉冲出现在Ⅱ区,此时要求伺服电机正转,通过差动轮系增加送纸辊的速度,从而使标纸输送速度得到正的补偿。
③若标纸的输送速度超过刀辊的线速度,光电脉冲3LS出现在Ⅲ区,此时要求伺服电机反转,通过差动轮系减慢送纸辊的速度,从而使标纸输送速度得到负的补偿。
④若是光电脉冲出现在Ⅳ区,说明包装纸图案位置的偏差超过允许值,此时要求包装机自动停机,并由蜂鸣器发出报警,停机后重新调整。
应该指出的是,80C196MC中的EXTINT中断不同于其它80C196系列的外部中断,它是由波形发生器的保护电路产生中断,可以选择4种外部中断的触发方式:上升沿触发、下降沿触发、低电平触发和高电平触发。和边沿触发方式比较起来,电平触发中断更适用于噪声环境中。本系统选用低电平触发产生中断的方式。有光照射时,光电开关向CPU输入低电平“0”;否则输入“1”。CPU输出低电平“0”时,继电器接通;否则继电器断开。依据上述控制原理和输入输出控制规律,可得输入输出时序图(图4—1b),并写出状态表(见表4—1)。

MCS—96布尔指令集,在解决逻辑控制问题上是一个强有力的工具,所以求解上述状态方程的程序十分简单。
利用80C196MC中PWM模块本身包含的脉冲宽度调制计数器和内部时钟,能够很准确地控制伺服电机运行时间的长短,从而控制每一张标纸的补偿量。通过增、减定时时间的按钮,可以很方便地修正定时时间。同时,利用80C196MC的定时器1记录包装机的生产量。系统主程序框图如图4—2所示。

5结束语
系统设计方便灵活,通过PWM可编程的占空比和频率或功能键盘,可以很方便地调整控制伺服电机运行的时间,以便产生精确的补偿控制量,使刀辊实际切纸线与理论切纸线很好地吻合。
系统设计方案简单经济,属80C196MC最基本、最简单系统,为日后开发、改造系统留有较大的裕量。
以80C196MC单片机为中央控制单元的补偿自动调节定位系统,它比目前基于继电器控制线路的传统型包装机,大大提高了自动定位系统工作的可靠性和定位精度,减少了产品不合格率,可提高产品质量,降低生产成本,提高经济效益。具有一定的经济性和实用性。
[参考文献]
[1]孙涵芳Intel16位单片机[M]北本┖娇蘸教齑笱С霭嫔纾1999豹
[2]袁国干,等钡テ微机在自动定位系统中的应用[J]钡缙自动化,1998(4)豹
[3]汪建MCS—96系列单片机原理及应用技术[M]被中理工大学出版社,1999
定位 系统 自动 单片机 80C196MC 基于 相关文章:
- 基于GPSOne技术的个人定位终端(07-30)
- 基于C8051的大灯仪自动定位系统(09-21)
- ARM-Linux平台下GPS信号的采集与处理研究(07-25)
- 基于TMS320C6711B DSP的中心定位算法设计 (09-30)
- 基于TMS320C6711中心定位实时图像处理设计(01-08)
- 磁浮列车模型定位系统的设计(07-27)