基于PROFIBUS的变频器在连铸切割机中的应用
济钢集团第三炼钢厂是济钢集团“十五”期间的重点投资项目,引进的是国内外一流的先进设备和自动化控制技术,其装备达到国内一流、国际先进水平。在转炉、连铸自动化控制体系中,根据现场总线的特点和系统的需要应用了多种总线(Profibus、ControlNet、Devicenet)构成的现场总线控制系统(FCS),这些总线控制系统给转炉、连铸系统提供了安全而可靠的解决方案。1#连铸机是引进VAI(奥钢联)的板坯连铸机,是目前我国技术最先进、自动化程度最高、配套设施最完善的连铸机之一,其切割机系统选用的是基于PROFIBUS的MM440变频器构成的现场总线控制系统。
2连铸机控制系统
济钢三炼钢工程包括铁水予处理,120t转炉、LF/VD精炼及板坯连铸机等多个项目,整个工厂的EIC三电自动化控制系统的配置达到世界先进水平。连铸机系统做到三电自动化控制的一体化,包含过程控制级L2和基础控制L1级和L0,同时也予留出与L3级的通讯接口及数据存放区,下面将三级系统分述如下。
3级(Lelvel3):制订全厂生产计划,产品协调及产品跟踪,L3系统涉及三炼钢厂各生产工序和后部的中厚板车间,L3系统的实现需要各工艺单元,生产管理及调度部门结合工厂的实际情况来考虑,另立项目,统一协调。
2级(Lelvel2):各工艺控制单元的计算机操作指导,特殊工艺过程的设定计算及工艺过程的数据收集。
1级(Level1):实时控制级,根据操作指令,过程计算机的设定计算及现场元件的检测信号,完成生产设备的逻辑顺序控制和PID调节。
0级(Level0):L0级主要是传动设备本身的控制、I/O控制和管理。在现代化的控制系统中,AC/AC的传动装置(变频装置)由本身自带CPU的数字装置控制和监视,并与L1级在网上进行数据通讯。
L0到L3级的自动化系统完成整个工厂的生产计划,产品管理,工艺区接口协调、过程最佳化及设备控制,可实现整个工厂的生产自动化,参见图1。
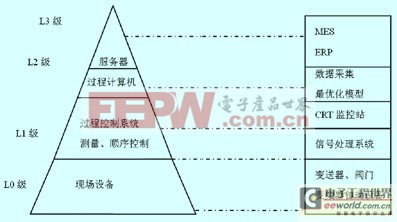
图1连铸机控制系统结构
3切割机控制系统
3.1切割机设备组成
1#连铸机的切割机是从德国GEGA公司引进的整套设备,是火焰切割机,其主要作用是将铸坯切割成定尺或倍尺长度,并可进行坯头、坯尾及试样切割。与引锭杆分离后的铸坯按拉坯速度进入切割区,火焰切割机切掉300mm左右长度的切头,掉入下部的切头收集箱内,切头切割以后的铸坯按要求的三倍尺长度切割。切割期间,靠夹持装置,火焰切割机与铸坯同步行走,铸坯长度通过测量辊测量,切割自动进行,并且考虑二级自动化系统的长度优化。切割机系统包括机械、能源介质供应和控制、电气仪表控制等自成系统配套的机电一体化装置。切割机由以下设备组成:切割机支撑结构,切割机械设备,能源介质供给控制,铸坯长度测量装置,电气控制系统,热防护装置。
3.2切割机工艺过程
切割机工艺过程一般由坯头切割、定尺切割、坯尾切割三个过程组成。最主要的定尺切割工艺过程如下:当测量轮计数接近定尺前500mm小车预下降,到位后双枪同时往里移动,当边探碰到铸坯外壳时,预热氧、预热煤气打开进行预热,在这段时间内切割枪是不动作的,当完全到达定尺后,小车下降到位(压住铸坯),同时打开切割氧进行切割,先以初始割速切割(正常割速的30%),切割50mm后以全速进行切割,双枪在相距120mm相遇后,2#枪关闭切割氧,停止切割并返回原始位,关闭所有介质,由1#枪继续切割,多切过10mm后1#枪也停止切割,关闭所有介质返回原始位,同时小车上升大车后退返回原始位,等待下一个定尺。
3.3切割机控制系统
(1)切割机控制系统。切割机自动控制系统采用一台西门子S7-300和一台PCSsmart1200触摸屏构成,通过工业以太网模块和TCP/IP协议将PLC和L1级控制系统连接起来,通过Profibus-DP接口与MM440变频器和PCS1200触模屏通讯,见图2所示。

图2切割机控制系统
(2)切割机主要传动系统
●切割机的行走:一台SIEMENSMICROMASTER440型变频器拖动两台0.75kW电机,电机带热开关保护,每台电机带有一个电磁抱闸线圈,行程控制是由一个增量型编码器和行程限位开关组成。
●切枪的行走驱动:每个切枪的行走是由一台SIEMENSMICROMASTER440型变频器拖动1台0.3kW电机进行的,切枪行走的位置分别由两个增量型编码器和接近开关控制。
●切割机的升降系统:切割车的升降是由一台变极调速电机(285/1375rpm0.28/2.3kW)采用接触器正反转双绕组六抽头进行驱动的,行程控制是由限位开关组成的。
4Profibus现场总线
4.1现场总线的定义及特点
现场总线,按照国际电工委员会IEC/SC65C的定义,是指安装在制造或过程区域的现场装置之间、以及现场装置
- 基于串口通讯的PROFIBUS性能分析诊断软件设计(02-15)
- 基于16位DSP的PROFIBUS-DP从站系统设计(07-02)
- RS485转profibus-DP网关应用案例(12-21)
- 基于ProfiBus的过程控制系统软硬件组态研究(12-21)
- 基于PROFIBUS-DP的计算机数控系统(12-21)
- 基于PROFIBUS-DP总线的变频器控制系统(12-21)