基于PROFIBUS的变频器在连铸切割机中的应用
与控制室内的自动控制装置之间的数字式、串行和多点通信的数据总线。以现场总线为基础而发展起来的全数字控制系统称作FCS。 现场总线作为连接控制系统中现场级装置和控制设备的双向数字通信网络,与传统的DCS系统相比其优点是明显的:增强了现场信息的集成能力;抗干扰能力增加、系统可靠性提高;安装便捷、可维护性好;具有开放性、互操作性、互换性、可集成性;降低了工程成本;具有IP67防护等级,可现场安装;能自动诊断故障部位。 4.2Profibus总线 Profibus是一种国际化、开放式、不依赖于设备生产商的现场总线标准。广泛适用于制造业自动化.流程工业自动化和楼宇、交通电力等其他领域自动化。中央处理器(如PLC/PC)通过高速串行总线同分散的现场设备(如I/O、变频器、阀门)进行通讯,多数数据交换采用周期方式。PROFIBUS-DP是用于现场设备级的高速数据传输,通讯介质采用屏蔽的双绞铜线电缆,共用一根导线对,通讯速率可选用9.6kbit~12Mbit/s,通讯距离可达12km。PROFIBUS总线的通信能力强,与变频器的通信最多可有10个字的通信能力。 4.3Profibus-DP的数据通讯格式 Profibus-DP总线方式允许在PLC和传动装置(变频器、运动控制器)之间进行快速的数据交换。对传动装置的存取总是按照主-从方式进行的,传动装置总是从站,且每个从站本身都有明确的地址。PROFIBUS周期性传输的报文结构如图3所示。 4.4Profibus-DP的用户数据 对于传动装置可用数据区被划分成2个数据区,它们以各自的报文进行数据传送。 根据自动化网络中传动装置的任务不同,在PLC和变频器通讯方式配置时要对PPO进行选择。MM440变频器仅支持PPO1、PPO3两种结构,在切割机系统中采用了PPO1型通讯报文(4PKW+2PZD),它的报文结构如图4所示,图4中符号的意义如下,PKW:参数标识符;PZD:过程数据;PKE:参数标识符;IND:索引;PWE::参数值;STW:控制字;ZSW:状态字;HSW:主设定值;HIW:主实际值。 5切割机控制系统硬件技术 5.1PLC系统 切割机PLC系统作为连铸机L1系统的一个子系统,其系统设计本着可靠、先进、开放的原则,综合考虑系统的性能价格比,根据工艺方案和机械设备条件,系统结构尽可能统一,同时应与其它L1级子系统保持一致。连铸L1级PLC系统选用的是SIEMENSS7-400系列PLC。根据切割工艺性能要求,PLC系统CPU选择S7-315-2,通过CP343通讯模块与L1级工业以太网通讯,同时通过Profibus-DP接口与MM440变频器和PCSsmart1200触摸屏通讯。 5.2人机界面 根据工艺特点及现场环境,切割机人机界面选择PCSsmart1200触摸屏。在性能上有以下特点;(1)简单快速配置,配置数据是可以恢复的;(2)可用标准WINDOWS工具进行配置;(3)使用软键、功能键或触模控制,简化了操作,也保障了操作的安全性,易于使用;(4)和西门子PLC完美结合,使整个系统在硬件和软件均达最优化,尤其是通讯支持Profibus-DP总线协议。 5.3MM440变频器特点 (1)丰富的控制功能。通过P1300参数可以选择从V/F控制到带传感器的矢量控制VC等12种不同特点的控制模式,适用于恒转矩、变转矩等各种性质负载,满足各行业的驱动控制要求。在本控制系统中,采用v/f方式来驱动各分部电机; (2)强大的通讯功能。利用Profibus通讯可选件,可以将MM440接入开放的、高速(12Mb/S)的DP网,实现性能更佳、精度更高的通讯控制。 (3)自由功能模块和BICO技术。MM440继承和吸收了6SE70工程型变频器的许多优良特点,其中最具实用性的是具有区别一般通用变频器的自由功能模块和BICO技术,利用丰富的自由功能模块和灵活的BICO技术,可方便地实现各种不同目的的组态设计,完成复杂控制设计的要求; (4)丰富的停车和制动功能。MM440具有3种停车方式,即按斜坡减速停车(OFF1)、惯性停车(OFF2)快速停车(OFF3)。3种制动功能,即直流制动、复合制动、动力制动(须外接制动电阻,75kW以下已内置制动单元)。停车方式和制动方式的灵活配用,可适应不同机械惯性负载的要求。本系统选用了OFF1、OFF3、母线电压调整等功能以适应高速时的停车制动不同要求。 6切割机控制系统硬件配置 在一次切割机控制系统中,PLC硬件组态、编程使用STEP7V5.1,STEP7是用于SIMATIC可编程逻辑控制器组态和编程的标准软件包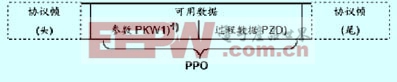
图3Profibus-DP报文结构
(1)过程数据区(PZD):控制字和设定值;或状态字和实际值。
(2)参数区(PKW):用于读写参数,读出故障信息等。PKW和PZD共有五种结构形式即:PPO1、PPO2、PPO3、PPO4、PPO5,其传输的字节长度及结构形式各不相同。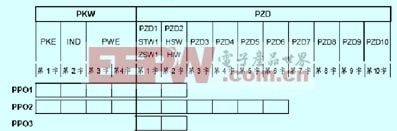
图4PPO的报文结构
- 基于串口通讯的PROFIBUS性能分析诊断软件设计(02-15)
- 基于16位DSP的PROFIBUS-DP从站系统设计(07-02)
- RS485转profibus-DP网关应用案例(12-21)
- 基于ProfiBus的过程控制系统软硬件组态研究(12-21)
- 基于PROFIBUS-DP的计算机数控系统(12-21)
- 基于PROFIBUS-DP总线的变频器控制系统(12-21)