压力筛DCS控制系统的改进
1 压力筛的原理及筛选工艺
压力筛的基本原理如图1所示。纸桨自上而下进入压力筛,旋翼以365~740 r/min的速度旋转,在流动过程中良浆通过筛板排出,尾浆和粗渣从底部排出,再经振框筛将尾浆和重渣分离。其主要特征是密封管路、压力进浆。浆料以较高的压力由切线方向进入筛浆机内,合格纤维依靠筛鼓内外的压力差及筛孔尺寸的限制通过筛孔。筛内充满浆料,进出管路均密封,筛内压力差较大。它有安装简单、易于操作、生产维护费用较低、不会产生泡沫,生产能力大、筛板净化效率高、便于自动控制等优点。目前其应用已逐渐扩大到筛选制浆过程中的各种浆料以及废纸制浆。压力筛在运行过程中,由于原浆质量恶化、进浆量剧增等原因,往往会出现杂质堵塞筛网的现象,从而影响生产的正常运行。
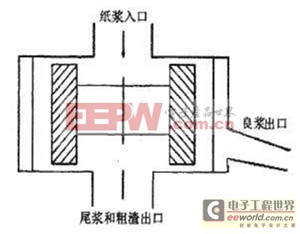
图1 压力筛工作原理
下面介绍某造纸厂筛选部分的DCS控制系统,其简易流程如图2所示。蒸煮后的浆液进入喷放槽,由浆泵打入粗筛,粗筛后的尾浆进入跳筛后回到蒸煮器。粗筛良浆与一定量的黑液在混合箱混和后打入一段筛;良浆进入真空洗浆机后进入漂白工段,其尾浆进入除砂器,经除砂后进入二段筛,二段筛的良浆进入一段筛重新筛选。
图2 压力筛的控制思路
1.1 压力筛的控制要点
压力筛筛选系统是密闭的,筛板堵塞就要停车处理,所以控制的重点就要围绕稳定生产和防止筛板堵塞进行。因粗筛、一段筛、二段筛的控制基本相同,故选取一段压力筛为例来说明其控制方案,如图3所示。
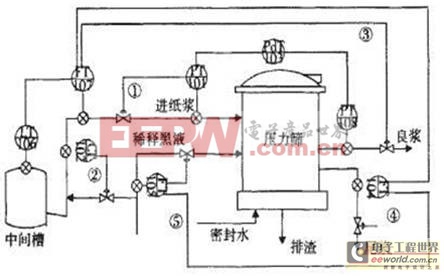
图3 压力筛控制方案
(1)压力筛只有在合适的压力下才能达到最佳工作状态。故在纸浆进入压力筛前安装压力变送器,用进口阀实现压力的常规PID控制(图3回路①)。
(2)进入压力筛的浆浓应该保持相对稳定,这样可以保证在一定流量下,单位时间进入压力筛的绝干浆量是稳定的,同时也防止中间槽内纸浆过浓而导致浆泵无法稳定打浆。浓度计安装在浆泵后,而稀释黑液在浆泵前进入。稀释黑液阀和浓度计构成单回路PID(图3回路②)。
(3)进浆流量的控制需要非常精确,在前端,它直接影响中间槽的液位,它的流量必须和进中间槽的浆址相匹配;在后端,它的流量必须和压力筛的处理能力相匹配;所以本方案选择用良浆出口阀来控制进浆量。压力筛进口和出口的压力差反映了压力筛的工作状态,进出口压力差保持在0.01~0.02 MPa时,压力筛正常工作,压力过大则很可能导致筛孔堵塞,压力过小则没有正向流量,即没有或者有很少的良浆产出;而良浆出口阀又直接影响压力筛的进出口压力差。综合考虑中问槽液位、进浆流量、压力筛压力差,其最佳方案为:中间槽液位与进浆流量串级后输出,该输出与处理后的压力筛压差进行比较,其较小者输出控制良浆出口阀若较小者的值大于设定的高限值,系统完全关闭进浆阀和良浆阀,并打开尾浆阀和稀释水阀;若较小者的值小于设定的低限值,进浆阀和良浆阀开度会增大,通过阀门开度的调节保证进浆量的稳定。这样在压差较稳定时,自动选择控制液位和流量,在液位和流量比较稳定时,自动选择控制压差,达到自动兼顾的控制目的(图3回路③)。
(4)尾浆的流量非常重要,尾浆率太低会使筛渣浓度过高,造成糊筛甚至挤破筛板;尾浆率太高则降低了压力筛的下作效率。所以尾浆流量要和进浆量按比例控制,尾浆率一般控制在15%~20%的范围内(图3回路④)。
(5)稀释黑液量必须和尾浆的排出量相匹配,故在控制上选择稀释黑液量与尾浆排量按比例控制(图3间路⑤)。
1.2 压力筛控制的难点
(1)比值控制繁多
废纸制浆造纸压力筛控制系统中,为了保证杂质去除率和降低纤维损失,压力筛的进浆、出浆和稀释水流量必须按照设备筛选效率和产量进行严格配比和精确控制。系统中大量采用了比值控制。因此只要有一个回路,尤其是前级回路出现波动或信号检测误差偏大,后续回路便会出现较大波动,甚至震荡。所以系统能否正常运行的关键是这些回路能否正常工作。
(2)设备连锁关系复杂
由于系统是封闭的,如果压力筛出现浆料堵塞,那么设备或管道将会堵塞,这必将导致严重事故,所以系统必须具备很强的自动排堵和故障诊断功能这些是通过阀门、泵、电机及控制回路的连锁来实现的。一旦出现堵塞现象,DCS会通过连锁关系使相关设备做出相应的反应,避免发生严重事故。
正常停机后,浆料完全排除,整个系统充满清水;另外,系统工作是带压的,启动时,压力筛进口压力可达0.5 MPa。因此,系统的启停顺序要求严格,必须严格按照操作规程,进行设备的启停。
(3)系统排渣阀门动作时序要求严格
系统正常运行时必须实现杂质的有效捕集和及时排空。否则,渣浆堆积成硬块会堵塞排渣口,不但不能使渣浆沉降到渣捕集器中,反而会卷入到良浆中,造成设备(如筛篮)的磨损,导致严重事故。同时,排渣过程中,还要防止空气进入封闭系统。所以控制系统对渣浆排放要求严格,具体表现在排渣阀门的动作时序上。
- 如何实现西门子S7-300 PLC与DCS控制系统的通信(09-12)
- DCS控制系统中的三种总线的通讯协议(09-12)
- IRC接口型继电器在PLC和DCS控制系统中的应用(03-14)
- 现场总线在电厂中应用应注意的问题(12-04)
- 基于MSP430的温度控制系统的设计与实现(01-03)
- 喂线机自动控制系统的研究与开发(12-20)