压力筛DCS控制系统的改进
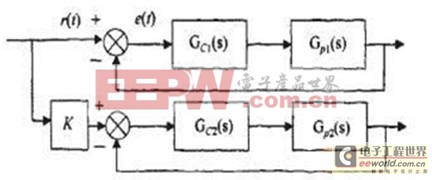
图6 排渣率控制策略框图
其中,Gc1(s),Gc2(s)分别为压力筛进浆流量控制器和尾浆流量控制器,一般选用工业控制中常用的PID控制器;Gp1(s),Gp2(s)分别代表进浆流量数学模型和尾浆流量数学模型,其数学模型皆可用一阶过程加纯滞后来描述,即为压力筛的排渣率。在此控制方案中,控制器参数根据经验确定,因此不需知道准确的对象数学模型。压力筛的排渣率就是此处的比值系数K,具体数值由工艺人员设置。对于压力筛浆料进口流量、尾浆出口流量配比是以设定值为基准进行的,这样有利于增强系统的相对稳定性。
(5)重渣时序控制
压力筛的重渣捕集器有4个阀:进渣阀(V1),排渣阀(V2),上冲水阀(V3)和下冲水阀(V4),阀门连接关系见图7。根据工艺要求,V1和V2在正常工作时,决不允许同时处于打开状态,以免渣浆连续排空,造成纤维流失。V1重新开启之前,应对渣捕集器注满水,防止压力筛内浆流快速进人重渣捕集器,使系统压力产生波动。停机状态下,由于控制排渣系统的4个阀门都处于断电状态,故它们均处于关的位置。
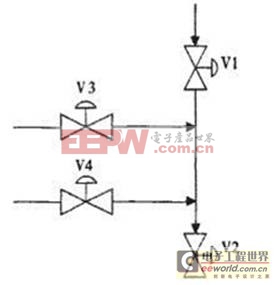
图7 排渣器阀门连接示意图
正常运行时,V1打开,其他阀关闭,处于装渣状态。装渣设定时间(T1)到系统开始排渣。各阀门开闭顺序为:V1关闭→V2、V3打开→V2关闭、V4打开→V3、V4关闭→V1打开→进入下一轮排渣循环。T1、T2和T3的设定取决于渣浆量、捕集器的排空速度及对捕集器注满水的时间。排渣控制时序如表1所示。
表1 排渣控制时序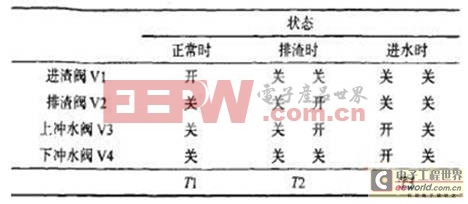
3 压力筛控制算法实现
西门子S7-400控制站本身提供了3种形式的PID子程序,本系统采用其提供的位置式输出PID函数功能块FB41,利用该功能块,只要正确设定FB41的接口参数,控制效果能达到令人满意的程度;在比值控制时,使进浆和尾浆的流量设定值保持一定的比例,在预处理时,先转化为手动状态,使尾浆调节阀开度按5%递增,而良浆阀按5%递减,然后再转化为自动,周而复始,直到满足条件为止。如果堵网,则停止进浆,全开尾浆阀,全关良浆阀。对压力筛的控制算法如图8所示。

图8 压力筛控制算法
4 结 语
本方案的技术关键在于压力筛在正常工况下,必须保证其适度的排渣率。在系统有发生堵网的趋势时,及时发现这种趋势,并使系统作出适当的动作,从而迅速扭转这种趋势,使压力筛回到正常的工作条件下;一旦压力筛出现了堵网现象,能及时发现并消除,保证系统的正常运行。对于正常工况下的排渣率控制,拟将采用进浆流量控制和尾浆流量控制组成比值控制系统,通过设定进浆和尾浆流量的设定值,使这两者都工作在设定值附近,从而保证适度的排渣率。对于发现并消除堵网趋势,拟将采用堵网预处理环节:监控压力筛进浆与良浆之间的压差,一旦发现压差值偏离设定值达到一定的幅度,系统自动关小进浆流量,同时增大尾浆流量,并打开稀释水阀,这样筛体内的纸浆浓度适当下降,从而改善工况,使压差值逐步恢复到正常值;在这个环节,阀门开度会随压差自动改变,步进量要通过实验得出适合值。堵网环节的处理也采用监控进浆与良浆之间的压差,若其值大于设定的高限值,系统完全关闭进浆阀和良浆阀,并打开尾浆阀和稀释水阀,使筛体内充满清水,在旋翼的作用下,逐步消除堵网,使压差恢复到正常值。压力筛体内的浆浓也是影响压力筛处理能力的重要因素,浆浓的稳定有利于压力筛保持一个稳定的工作状况。传统的压力筛堵网时,一般停机进行处理。这样就会影响进浆的速度和数量,而现在的处理措施就是在压力筛有堵网趋势时就开始采取措施,从而使筛子在堵网不严重的情况下轻松地消除筛孔(缝)的堵塞物,从而保持了生产的连续性。进浆流量控制和尾浆流量控制组成比值控制系统,保证了排渣率的恒定,使压力筛能从根本上在稳定的下况下运行。
该压力筛控制系统增加了堵网预处理环节后,系统的安全性、可靠性、稳定性比原来有了大幅度提高,减少了为防堵而额外添加的机械设备,节约了资金,降低了安全隐患。此外,对制浆过程筛选工段的成功控制,除了能提高纸张质量之外,还有以下儿方面的经济价值:①减少设备磨损,延长设备使用寿命。从高浓除渣器出来的纸浆中,夹杂着大量的砂石、铁钉等,它们对洗浆机的洗网损伤很大,每节约一张网,便能减少直接经济损失近2万元;②节能降耗。实践表明,对此工段实行自动调节,可以明显地减少清水或白水的消耗,从而减轻浆料浓缩和碱回收工段的负担;③对后续的漂白工段可减少氯气的消耗量。氯气是剧毒、强腐蚀性气体,对操作工人的身体健康和纸浆漂白设备的使用寿命影响极大,减少氯气的消耗对保护环境的意义也相当重大。因此,对筛选工段实施自动控制,具有较好的经济效益和社会效益。
- 如何实现西门子S7-300 PLC与DCS控制系统的通信(09-12)
- DCS控制系统中的三种总线的通讯协议(09-12)
- IRC接口型继电器在PLC和DCS控制系统中的应用(03-14)
- 现场总线在电厂中应用应注意的问题(12-04)
- 基于MSP430的温度控制系统的设计与实现(01-03)
- 喂线机自动控制系统的研究与开发(12-20)