PRS-XY混联加工平台开放式数控系统
补。通过粗插补处理,可以有效地减少由于非线性映射造成的原理性误差。采用极小的采样周期进行粗插补,所产生的此类误差甚至可忽略不计,但插补所产生的大量的数据需要传送到运动控制器中,由于通信速率的限制而导致在线实时控制功能难以实现。
本系统充分利用了Turbo PMAC提供的运动学计算功能,将逆运动学计算程序下载到Turbo PMAC中,并且由Turbo PMAC来完成粗插补处理,极大地降低了PC与Turbo PMAC之间的数据传输量,提高了数控系统的实时性能。粗插补采用时间分割算法,通过Turbo PMAC提供的段细分功能实现,并通过特定的I变量设定粗插补周期。精插补利用Turbo PMAC内置的样条插补功能,以此来提供伺服控制所需的位置指令数据。
控制系统的这种设计方法不仅能有效地解决PC与Turbo PMAC之间的数据传输瓶颈,而且可充分利用Turbo PMAC提供的G代码控制功能和刀具半径补偿功能,降低系统的开发周期,提高整个数控系统的实时在线控制功能。
4 数控系统软件规划
控制系统软件是基于Windows 2000系统平台的,用Borland的C + + Builder 6 . 0开发。软件系统采用多任务调度模式开发,根据预定的调度策略调整各功能事件的运行状态。
整个任务系统包括两大模块:系统管理和机床控制,如图4所示。
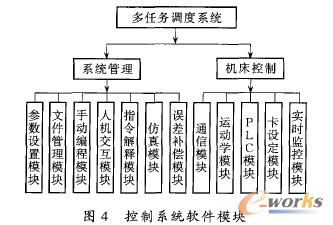

系统管理模块主要完成加工程序的预处理和人机信息交互界面。参数设置模块用于运行软件的参数设置、加工程序的刀具参数设置和机床结构参数设置。文件管理模块用于载人和存储NC加工代码程序文件。手动编程模块可支持人工NC编程,适合于较简单零件的加工。人机交互模块主要用于各种工作模式的选择、调试和运行管理,进行数据和命令的输人,反馈用户操作信息和系统运行状态。指令解释模块负责对用户的数控操作指令进行解释和处理。仿真模块按照NC加工程序要求完成机构的运动学仿真,进行作业空间校验和运动干涉检验。误差补偿模块用于动态加载误差补偿规则、算法和数据,修正运动控制量,减小加工误差。误差补偿数据可通过专用仪器检查刀尖位置获得,也可对来源于加工过程中的误差进行测量统计。
机床控制模块负责处理与Turbo PMAC有关的任务。通信模块用于建立PC与Turbo PMAC之间的数据通信渠道。运动学模块包含机构的运动学变换程序,在系统初始化时该程序被下载到Turbo PMAC的专用存储器中。PLC模块负责将PLC程序下载到Turbo PMAC,完成机床的开关量检测和顺序控制功能。卡设置模块完成Turbo PMAC的初始参数配置。实时监控模块用于实时检查Turbo PMAC数据区状态和伺服系统运行状态,并将检查数据传送到人机交互模块,实现刀具轨迹和伺服轴运动的模拟显示、控制状态显示和故障报警指示。
5 结束语
本课题结合新型PRS一XY混联加工平台,设计开发了基一于"PC十多轴运动控制器”架构的开放式数控系统,直接采用标准G代码NC程序控制零件加工,对用户屏蔽了机床并联结构的运动控制复杂性。对运动学计算和粗插补功能采用了下载嵌入方式,减轻了主机运行和数据通信负荷,提高了控制的实时性能和主机的管理功能。软件系统充分利用了Windows平台的资源优势,采用面向对象的设计方法建立友好的用户操作界面和任务调度体系,使整个系统模块化程度高、可操作性好且功能便于扩展。本文提出的设计思想适用于其他结构类型的并联机构和混联机构的数控系统开发。
开放式数控系 相关文章:
- 基于光纤伺服总线的开放式数控系统(12-21)
- 水平下调式三辊卷板机开放式数控系统的开发(12-12)
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)