数控系统智能加工功能在大型精密模具制造中的应用
独特的造型和优美的线条是汽车制造业车型日益多样化的突出特点。设计师希望满足驾车人的愿望,但在将这些愿望化为现实的过程中面临着许多问题,例如技术复杂性的提高与成本和时间压力不断增加间的矛盾,因此改善生产方法比以往任何时候都更重要。约翰内斯·海德汉博士(中国)有限公司(以下简称海德汉)创新的解决方案,在模具制造领域能帮助用户提高效率和简化操作,使模具达到更高的加工速度和更好的表面质量。
海德汉iTNC 530数控系统是一种适用于铣、钻、镗床和加工中心的多功能轮廓加工数控系统,被广泛应用于高精密、高速、多轴型复合机床,此类机床正是大型精密模具加工的需求所在。
2 、iTNC530数控系统的智能加工功能
2.1 DXF转换工具
模具加工中精确的曲面加工是保证轮廓准确的关键,大型模具的加工过程基本都是自动进行,但也常常需要编程部门重新编制局部加工程序,这就需要长时间中断加工。在修复轮廓的过程中,常常需要用另一把刀具修复轮廓的特定部位,这就需要调整CAD/CAM系统生成的相应程序,再生成一个较短的新程序。
使用海德汉iTNC 530 系统中的DXF 转换工具,能有效避免停机等待程序的现象,如图1所示,通过图形显示,用户能交互选择CAD/CAM系统生成的刀具路径。所选的轮廓部位可在数控系统中被快速保存为一个单独加工的程序。该功能可为用户节省大量的程序等待时间,还可以对程序进行局部修改。
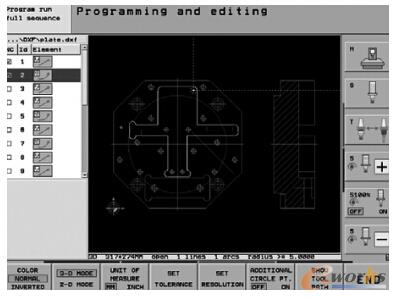
图1 通过DXF导入功能自动生成程序
2.2 全局有效参数设置
工件局部加工涉及很多环节,为提高工件质量和加工速度,需要对程序修改一些参数,例如进给速率、坐标偏移量等。由于数控系统难以重新启动加工程序,必须从起点开始检查全部已执行的程序。在数控系统中,编辑大型工件加工程序会受到系统处理能力的限制而消耗宝贵时间。对全局有效参数的设置,可以快速调整NC数控程序,使其符合机床配置情况,有效避免不必要的差错和缩短中断时间,如图2所示。

图2 全局有效参数设置
2.3 手轮叠加运动
在大型精密模具加工中,操作人员有时需要直接控制自动加工过程。图3所示为使用HR550FS无线式手轮在倾斜工作平面上干预程序运行的照片。开始前,首先在全局程序参数设置中定义所需的轴和叠加运动的范围。在倾斜系统中,手轮叠加运动也同样安全和易于使用。

图3 使用HR550FS无线式手轮在倾斜工作平面上干预程序运行
2.4 运动控制
模具加工中曲面加工多采用CAD/CAM软件生成曲面加工程序,大量的直线插补程序段间的过渡是个棘手的问题,iTNC 530数控系统能自动实现程序段间的平滑过渡,使刀具尽可能以恒定的进给速度在工件表面上运动。该数控系统能保持较高的进给速度与精确的刀具方向控制间的协调,并允许用户通过简单的循环直接影响加工速度与轮廓公差的比例关系,如图4所示。
数控系统智能加工精密模 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)