数控系统智能加工功能在大型精密模具制造中的应用
p功能,能将所有轴的实际特性全部整合在运动特性模型中,甚至可以定义与位置相关的温度补偿。补偿这些误差所需的测量方法已用于机床测量的校准过程中,例如通过机床扫描系统执行这种任务,可高精度地测量刀尖的空间位置误差。
3.2 KinematicsOpt校准旋转轴定位误差和空间漂移
机床只有准确地控制旋转轴运动导致的坐标变化,才能保证加工工件的高精度。用四轴或四轴以上机床进行编程时,倾斜面加工是编程人员的重点。iTNC 530数控系统的PLANE功能可满足这种需求。编程人员难以预测机床各轴的实际运动,而数控系统能计算工件坐标系的相应变换,并要求轴进行相应运动。图7所示为系统控制旋转中心与实际旋转中心的偏差导致的倾斜位置误差。
KinematisOpt功能的基本原理为:采用海德汉TS740高精度3-D触发式测头,准确测量多个旋转轴位置处的高精度标准球的球心位置,如图8 所示。根据需要,KinematicsOpt能自动优化被测轴,自动进行机床参数的修改。KinematicsOpt测量时间需要数分钟,操作人员可以重新校准机床,如果基准球永久固定在机床工作台中,它甚至可以在2个独立的加工步骤间自动执行这个测量任务,因此能确保大批量和单件生产产品质量的高度稳定。
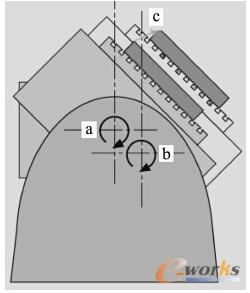
图7 系统控制旋转中心与实际旋转中心的偏差导致倾斜位置误差
a.数控系统的控制中心b.旋转轴的实际回转中心c.倾斜导致的位置误差
图8 海德汉TS740高精度测头与标准球
大型铣床根据不同的加工任务,需要经常更换不同的铣头,由于每个铣头的尺寸不同,数控系统计算时必须考虑机床运动结构链的差异及铣头间的相互位置关系。iTNC 530数控系统可以保存多套运动尺寸差异数据,如果铣头尺寸改变(如铣头发生碰撞或受温度影响),操作人员可自行用Kine?maticsOpt功能校准铣头。KinematicsOpt还能测量机床部件的漂移,并将数据保存在数控系统中,可简单地补偿漂移,而无需对加工程序做任何改动。
数控系统智能加工精密模 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)