基于PROFIBUS DP的连铸拉矫变频控制系统
在钢铁工业连铸工艺环节,拉坯速度是整个连铸过程关键的工艺参数,拉速的准确、可靠、稳定控制是确保铸坯质量和生产效率的关键,也是连铸生产过程控制领域中的核心技术。由于在板坯连铸机上有多台变频器需要进行控制,传统的plc模拟量输出控制,加大了成本和维护工作量,随着现场总线控制网络技术的逐渐成熟,总线控制在冶金行业取得越来越多成功的应用。
针对基于profibus dp总线的变频器控制方式在很多资料上进行过详细说明,现以通俗简单的方式进行讲述。济钢第三炼钢厂引进vai(奥钢联)的板坯连铸机中,为了实现对多达20台拉矫电机的控制,采用了基于profibus dp现场总线控制网络,通过plc进行交流变频器控制,从而实现铸机拉速控制。虽然基于profibus dp现场总线控制网络在企业中应用非常广泛,但对设备维护者或初学者来说,其控制原理和程序编写显得尤为重要,了解和掌握其通讯方式和原理对自身业务和问题处理等综合技能将是一个质的提高。
2 plc与变频器的通讯概要
为了对拉矫电机进行控制,plc中的控制器要随时从变频器中读取每台电机的实际力矩、频率。济钢第三炼钢厂引进vai(奥钢联)的板坯连铸机中,plc采用了siemens的s7-400系列的plc,变频器采用siemens书本型变频器(masterdrivers vc), 它们之间采用profibus dp总线进行通讯。
profibus是符合欧洲标准 en 50170的一种现场总线标准,它主要采用osi通讯协议层中的1-2层。主站与主站之间 profibus是根据令牌传递过程工作的,即在一个逻辑环中,主站成为一个确定时间窗口的令牌保持着,在这个时间窗口内,拥有令牌的主站能够与其他主站通讯。同时它使用一个较低的主-从过程,实现与从站通讯。这里采用了profibus-dp总线方式,允许在plc和传动装置(例如,变频器)之间进行快速的数据交换。对传动装置的存取总是按照主从方式进行的,传动装置总是从站,且每个从站本身都有明确的地址。profibus周期性传输的报文结构如下所示:


各符号的意义如下:
对于传动装置可用数据区被划分成2个数据区,它们以各自的报文进行数据传送。
过程数据区(pzd):控制字和设定值;或状态字和实际值。
参数区(pkw):用于读写参数,读出故障信息等。
根据自动化网络中传动装置的任务不同,用于profibus-dp主站到变频器通讯类型的ppo被分为5种。在这套系统中采用了ppo2型通讯报文,它的报文结构如下所示:
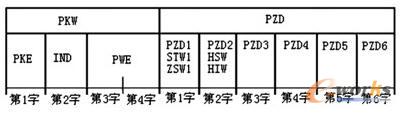
pkw:参数标识符值
pzd:过程数据
pke:参数标识符
ind:索引
pwe:参数值
stw:控制字
zsw:状态字
hsw:主设定值
hiw:主实际值
3 profibus dp总线变频控制系统构成
连铸机控制系统包括多个plc控制子系统组成,如:铸流plc、公共plc、仪表plc、后部plc等,其中铸流plc实现拉矫、扇形段设备控制等。plc采用s7-400dp,变频器采用西门子6es7系列,plc和变频器之间通过profibus dp现场总线进行数据通信。
3.1 profibus dp总线
profibus是目前国际上通用的现场总线标准,它以其独特的技术特点、严格的认证规范、开放的标准、众多厂商支持和不断发展的行规,已被纳入现场总线的国际标准ie61158和欧洲标准en50170, 并于2006年成为中国国家标准gb/t 20540-2006 profibus规范。
在种类繁多的现场总线中,profi -bus_dp以高速低成本通信的优势,用于设备级控制系统与分散式i/o的通信,满足了生产过程现场级数据可存取性的重要要求,使用profibu-s_dp可取代办24v dc或4-20ma信号传输的通信需求。另一方面又具有单元级领域的所有网络通信功能。特别在现场“分散i/o”领域,大量的、各种各样的、可连接的现场设备如:变频器、op、c7等都可连接使用,如图1所示。现场profibus_dp应用中采用rs-485双绞线作为传输介质,波特率为1.5mbit/s。


图1 profibus_dp总线连接的现场设备
3.2 plc硬件组态
以s7-400 plc cpu414-3dp作为profibus-dp主站,6se7系列vvvf作为从站为例,配置硬件如图2所示。
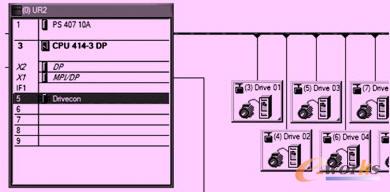
图2 plc硬件配置
硬件的组态过程不再说明,组态时profibus地址为2,传输率为1.5mbit/s, 行规为“dp”,在profibus属性operating mode中,将其设为“dp master”, 配置vvvf时设定其地址为“10”,所选为pp01包括2个字的pzd分别为pzd1输出控制起停、正反转等,pzd2输出主设定到vvvf,pzd1输入当前的电流值,pzd2输入当前的输出功率。
3.3 inverter参数设置
拉矫电机在连铸生产过程中可在不同状态下工作,如启动、停止,按设定频率运行的正向、反向转动,正向、反向点动。plc通过profibus dp来控制变频器,每台变频器本身也需要通过操作面板分别设定如下参数:
(1)p053:w#16#ff(使能cbp2参数化);
(2)p918:10(从站地址必须与硬件组态时保持一致,总线上定义的每个变频器的地址必须是唯一的,本文中范围是10-29,必须正确设置使它与profibus主站上配置的从站地址保持一致);
(3)p695:10ms(报文监控时间);
(4)p554:3100(控制字pzd1,启动/停止);
(5)p443:3002(控制字pzd2,设定主频率);
(6)p734,i001:0022(vvvf输出电流);
(7)p734,i002:0023(vvvf输出功率)。
将inverter参数p918的地址一定设为10, 与plc硬件配置的地址统一,此时vvvf通讯指示灯闪烁,表示plc与vvvf之间的通讯已经建立起来。硬件配好后,将pc、vvvf、plc用profibus dp通讯线连好,将硬件配置下载到plc中。
PROFIBUSDP连铸拉矫变频控制系 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)