铸造合金动态线收缩实验装置的研制与应用
水平段。如此相应的,在固态线收缩率曲线上出现下降,即产生了线膨胀。此即共析转变时的相变膨胀。共析转变时,由于γFe→αFe和析出共析石墨而产生相变膨胀。共析转变后的αFe和共析石墨量越高,则共析相变膨胀量越大。图4和图5显示,球墨铸铁约0.06%,灰口铸铁约0.18%。
(5)共析后的收缩(E)。铸铁共析转变后,石墨的析出量极其微弱,其影响可略而不计,故灰口铸铁和球墨铸铁的共析后的固态线收缩基本相同,约1%左右。铸铁总的固态线收缩率εZ应是上述五个阶段的线收缩率之和,即:
εZ=ε1(初期)+ε1(缩前)+ε1(析前)-ε1(共析)+ε1(析后)
灰口铸铁和球墨铸铁的各阶段的线性收缩率、线膨胀率及其总的固态线收缩率测试结果见表1所示。
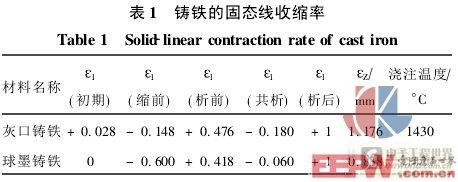
从以上测试结果可见,球墨铸铁和灰口铸铁收缩过程是相似的,区别在于(亚共晶灰铸铁有一个小的初晶收缩)球墨铸铁的收缩前膨胀比灰铸铁大得多,所以总得线收缩率要比灰口铸铁小。从总线收缩率上看两种材料的生产工艺似乎差别不大,但实际生产中却大不相同。球墨铸铁容易产生缩孔、缩松等缺陷,生产时需要比灰口铸铁大的多的补缩冒口来避免产生缩孔、缩松等缺陷[7]。问题的关键在于球墨铸铁的收缩前膨胀,比灰口铸铁大3倍左右,因此而产生的膨胀力也大的多,巨大的共晶膨胀力使铸型外扩,通过尚未坚实的外壳向外扩大,造成铸件后凝固部位因合金液体不足而产生缩孔、缩松。分析以为,如果采用钢性良好的铸型,可有效地阻止凝固时铸件外型的胀大,有效利用球墨铸铁的收缩前膨胀(可以抵消液态和凝固时期的收缩量),即可减少或完全消除缩孔、缩松缺点。
4 结 论
(1)动态线收缩率测试技术与装置,能全面准确描述铸造合金从液态—固态—室温的收缩变化过程和温度变化过程。通过对各变化过程的精确分析,把握合金铸造性能,优化生产工艺,避免缺陷产生。
(2)位移传感器的核心部件—差动变压器的高灵敏度是动态和精确测试的关键。亚共晶成分的灰口铸铁的初晶收缩一般很难测出,本试验能够精确测出,说明设计的传感器具有很高的灵敏度。
(3)测试结果能合理地解释球墨铸铁的总线收缩率比灰口铸铁收缩率低,但又容易产生缩孔、缩松等缺陷的原因。并提出了采用钢性良好的铸型,可以有效地阻止凝固时铸件外型的胀大,利用球墨铸铁的收缩前膨胀(可以抵消液态和凝固时期的收缩量),即可减少或完全消除缩孔、缩松缺陷。
参考文献:
[1] 赵健康.铸铁铸钢及其熔炼[M].北京:机械工业出版社,1991.42-43.
[2] 金长久.铸造技术[M].北京:铸造技术杂志出版社.2004.806-807.
[3] 陆文华.铸铁及其熔炼[M].北京:机械工业出版社.1981.85-86.
[4] 铸铁手册编写组.铸铁手册[M].北京:机械工业出版社.1976.202-203.
[5] 王家.金属的凝固及其控制[M].北京:机械工业出版社.1983.102-105.
[6] 沈阳铸造研究所,等.球墨铸铁[M].北京:机械工业出版社.1982.48-50.
[7] 陈国侦,等.铸件凝固理论[M].北京:机械工程师进修大学出版社,1989.185-186.
- 超声法在检测高压开关柜内局部放电的应用(10-18)
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)