形位误差测量的误差分析
时间:02-27
来源:互联网
点击:
| 一、引言 作为形位误差的主要测量手段,国内外现有的圆度仪以及在圆度仪基础上开发的形位误差测量仪器(如形状误差测量仪、形状测量系统等)比传统的测量仪器和测量方法能得到更准确的形位误差测量结果。然而在这些仪器的使用中,由于存在调整不当或不恰当地扩大其使用范围的情况,从而可能产生较大的测量误差。在对新型形位误差量仪的开发中,也存在不能按设计功能要求保证仪器相应部件制造精度和调整精度,或盲目追求高的制造精度,从而过度增加制造成本等问题。本文通过对形位误差量仪的系统误差和工件安装误差的分析,研究了这些误差因素对形位误差测量精度的影响,从而为在保证测量精度的同时降低测量成本以及形位误差量仪的开发提供了理论依据。 二、形位误差量仪的系统误差分析 现有的形位误差测量系统主要由机械部分、微机硬件部分和测量软件部分组成。 为保证数据处理精度,测量软件多采用双字节定点数运算或三字节浮点数运算方法,因此软件部分的精度一般不低于0.01%。微机硬件部分精度主要取决于前向通道的精度。通过对传感器装置、放大滤波电路、采样保持电路及A/D模数转换电路等各部分的技术特性分析,求出各部分电路的极限误差,并用高斯方法合成,可知硬件装置的误差总值不超过0.2%。因此,测量仪器的微机硬件和软件误差(不考虑数据处理的原理误差)很小,可忽略不计。测量仪器的测量精度主要取决于机械部分精度。 1.量仪的回转精度 在回转过程中,回转轴线对轴线平均位置的相对位移即为回转误差运动。误差运动使回转轴在每一瞬时发生平行或垂直于轴线的移动,前者称为端面误差运动,后者称为径向回转误差运动。 端面误差运动使被测工件一转内的采样点不全在一个横截面内,从而使各采样点间的相关性降低。但是,由于端面误差运动一般很小,而实际工件被测表面是平滑的,测头在被测表面采样时也不可能是纯粹的点接触,而是小面积接触,因此端面误差运动对测量精度的影响可以忽略。 转台式量仪的回转精度主要由量仪主轴回转精度决定,而顶尖装夹式量仪的回转精度则由量仪的顶尖精度和被测工件顶尖孔的形状精度共同决定。 径向回转误差δr将直接传递到采样数据Δri(i=1,2,3…n)中,进而影响最小二乘圆心坐标的计算精度。最小二乘圆心坐标表达式为[1]
2.轴向导轨的直线度误差 (1)轴向导轨与回转轴线所在平面内的导轨直线度误差 此误差将1∶1地复映到测量结果中。但对于同一截面的采样数据,则只相当于存在一个定值误差ΔSr。若采取等间隔偶数点采样方式,由式(1)可知
(2)垂直于轴向导轨与回转轴线所在平面的导轨直线度误差 此误差ΔShj将使测头偏离径向方向,如图1所示,从而使测得的半径增量为
如上节分析,垂直于轴向导轨与回转轴线所在平面的平行度误差属非敏感性误差,可忽略。下面仅分析在轴向导轨与回转轴线所在平面内的平行度误差的影响。 当量仪回转轴线与测头轴向移动方向不平行时,其平行度误差会1∶1地反复映到采样数据中。如图2所示,设导轨与回转轴线间的夹角为α,截面间距为Z,则在第k个截面上测头的压缩量为Δrz=kZtgα,显然,此平行度误差属线性系统误差,并且对于同一截面的采样数据,只相当于存在一个定值误差ΔSk,不会改变截面中心坐标的位置。因此,对于采用符合相应误差定义的数据处理软件的测量仪器,此项误差只影响圆柱度误差评定结果,不会影响圆度、同轴度、轴线和素线直线度误差的测量精度[2,3]。
若各采样点对最二乘圆的实际偏差为εij,则有[1]
|
 (1)
(1) 

 (4)
(4) 
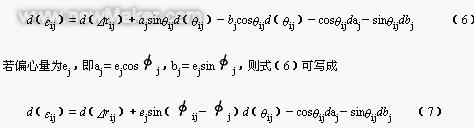
 由于被测表面是光滑的,测头与被测表面为小面积接触,因此当采样角度θij的误差较小时,对采样数据的影响d(Δrij)可以
由于被测表面是光滑的,测头与被测表面为小面积接触,因此当采样角度θij的误差较小时,对采样数据的影响d(Δrij)可以形位误差测量精度误差分 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)