探测计量的极限
时间:02-27
来源:互联网
点击:
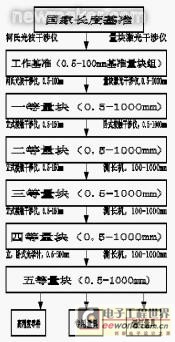
| 测试计量基础知识 测量技术是一门具有自身专业体系、涵盖多种学科、理论性和实践性都非常强的前沿科学。而熟知测量技术方面的基本知识,则是掌握测量技能,独立完成对机械产品几何参数测量的基础。 1.1 测量的定义 一件制造完成后的产品是否满足设计的几何精度要求,通常有以下几种判断方式。 测量:是以确定被测对象的量值为目的的全部操作。在这一操作过程中,将被测对象与复现测量单位的标准量进行比较,并以被测量与单位量的比值及其准确度表达测量结果。例如用游标卡尺对一轴径的测量,就是将被对象(轴的直径)用特定测量方法(用游标卡尺测量)与长度单位(毫米)相比较。若其比值为30.52,准确度为±0.03mm,则测量结果可表达为(30.52±0.03)mm。 任何测量过程都包含:测量对象、计量单位、测量方法和测量误差等四个要素。 测试:是指具有试验性质的测量。也可理解为试验和测量的全过程。 检验:是判断被测物理量是否合格(在规定范围内)的过程,一般来说就是确定产品是否满足设计要求的过程,即判断产品合格性的过程,通常不一定要求测出具体值。因此检验也可理解为不要求知道具体值的测量。 计量:为实现测量单位的统一和量值准确可靠的测量。 1.2 测量基准 测量基准是复现和保存计量单位并具有规定计量单位特性的计量器具。 在几何量计量领域内,测量基准可分为长度基准和角度基准两类。 长度基准:1983年第十七届国际计量大会根据国际计量委员会的报告,批准了米的新定义:即“一米是光在真空中在1/299 792 458秒时间间隔内的行程长度”。根据米的定义建立的国家基准、副基准和工作基准,一般都不能在生产中直接用于对零件进行测量。为了确保量值的合理和统一,必须按《国家计量检定系统》的规定,将具有最高计量特性的国家基准逐级进行传递,直至用于对产品进行测量的各种测量器具。图1-1为长度(端度)计量检定系统表(简化)。
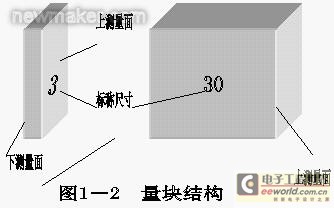
1.3 量块 量块是一种平行平面端度量具,又称块规。它是保证长度量值统一的重要常用实物量具。除了作为工作基准之外,量块还可以用来调整仪器、机床或直接测量零件。 一般特性:量块是以其两端面之间的距离作为长度的实物基准(标准),是一种单值量具,其材料与热处理工艺应满足量块的尺寸稳定、硬度高、耐磨性好的要求。通常都用铬锰钢、铬钢和轴承钢制成。其线胀系数与普通钢材相同,即为(11.5±1)×10-6 /℃,尺稳定性约为年变化量不超出±0.5~1μm/m。 结构:绝大多数量块制成直角平行六面体,如图1-2所示;也有制成φ20的圆柱体。每块量块都有两个表面非常光洁、平面度精度很高的平行平面,称为量块的测量面(或称工作面)。量块长度(尺寸)是指量块的一个测量面上的一点至与量块相研合的辅助体(材质与量块相同)表面(亦称辅助表面)之间的距离。为了消除量块测量面的平面度误差和两测量面间的平行度误差对量块长度的影响,将量块的工作尺寸定义为量块的中心长度,即两个测量面的中心点的长度。
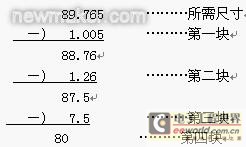
在量值传递工作中,为了消除量块制造误差对测量的影响,常常按量块检定后得到的实际尺寸使用。各种不同精度的检定方法可以得到具有不同测量不确定度的量块,并依此划分量块的等别,如图1-1所示。检定后的量块可得到每量块的中心长度的实际偏差,显然同一套量块若按“等”使用可以得到更高的测量精度(较小的测量不确定度)。但由于按“等”使用比较麻烦,且检定成本高,固在生产现场仍按“级”使用。 使用:单个量块使用很不方便,故一般都按序列将许多不同标称尺寸的量块成套配置,使用时根据需要选择多个适当的量块研合起来使用。通常,组成所需尺寸的量块总数不应超过四块。例如,为组成89.765mm的尺寸,可由成套的量块中选出1.005、1.26、7.5、80mm四块组成,即
①量块必须在使用有效期内,否应及时送专业部门检定。 ②所选量块应先放入航空汽油中清洗,并用洁净绸布将其擦干,待量块温度与环境湿度相同后方可使用。 ③使用环境良好,防止各种腐蚀性物质对量块的损伤及因工作面上的灰尘而划伤工作面,影响其研合性, 。 ④轻拿、轻放量块,杜绝磕碰、跌落等情况的发生。 ⑤不得用手直接接触量块,以免造成汗液对量块的腐蚀及手温对测量精确度的影响。 ⑥使用完毕应,先用航空汽油清洗量块,并擦干后涂上防锈脂放入专用盒内妥善保管。 1.4 测量方法分类 根据获得测量结果的不同方式可分为: 直接测量和间接测量:从测量器具的读数装置上直接得到被测量的数值或对标准值的偏差称直接测量。如用游标卡尺、外径千分尺测量轴径等。通过测量与被测量有一定函数关系的量,根据已知的函数关系式求得被测量的测量称为间接测量。如通过测量一圆弧相应的弓高和弦长而得到其圆弧半径的实际值。 绝对测量和相对测量:测量器具的示值直接反映被测量量值的测量为绝对测量。用游标卡尺、外径千分尺测量轴径不仅是绝对测量,也是绝对测量。将被测量与一个标准量值进行比较得到两者差值的测量为相对测量。如用内径百分表测量孔径为相对测量。 接触测量和 |
探测计量测量技术测量基 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)