探测计量的极限
时间:02-27
来源:互联网
点击:
差的置信水准(99.73﹪),则按B类评定时标准不确定度应取u = 6/3 =2μm。
合成标准不确定度的估算:测量过程中一般都会有多个独立的误差源共同对测量的不确定度产生影响,因测量方法的不同,各误差源的影响程度也不相同。各误差源标准不确定度的合成按测量方法的不同可分为以下两类:
①直接测量的合成标准不确定度:取各类独立误差源的标准不确定度的平方和的正平方根,即 
②间接测量的合成标准不确定度:间接测量时,测量结果需经各间接测量值按事先设计好的函数关系计算后求得。由于各间接测量值的标准不确定度对测量结果的影响程度不同,在估算测量结果的不确定度时,要先分别对函数中各测量值求偏导数,算出其不确定度的传播系数。各测量值的标准不确定度乘以相应的传播系数后,取平方和的正平方根得到测量结果的不确定度。
1.7 基本测量原则
在实际测量中,对于同一被测量往往可以采用多种测量方法。为减小测量不确定度,应尽可能遵守以下基本测量原则:
阿贝原则:要求在测量过程中被测长度与基准长度应安置在同一直线上的原则。若被测长度与基准长度并排放置,在测量比较过程中由于制造误差的存在,移动方向的偏移,两长度之间出现夹角而产生较大的误差。误差的大小除与两长度之间夹角大小有关外,还与其之间距离大小有关,距离越大,误差也越大。
基准统一原则:测量基准要与加工基准和使用基准统一。即工序测量应以工艺基准作为测量基准,终检测量应以设计基准作为测量基准。
最短链原则:在间接测量中,与被测量具有函数关系的其它量与被测量形成测量链。形成测量链的环节越多,被测量的不确定度越大。因此,应尽可能减少测量链的环节数,以保证测量精度,称之为最短链原则。
当然,按此原则最好不采用间接测量,而采用直接测量。所以,只有在不可能采用直接测量,或直接测量的精度不能保证时,才采用间接测量。
应该以最少数目的量块组成所需尺寸的量块组,就是最短链原则的一种实际应用。
最小变形原则:测量器具与被测零件都会因实际温度偏离标准温度和受力(重力和测量力)而产生变形,形成测量误差。
在测量过程中,控制测量温度及其变动、保证测量器具与被测零件有足够的等温时间、选用与被测零件线胀系数相近的测量器具、选用适当的测量力并保持其稳定、选择适当的支承点等,都是实现最小变形原则的有效措施。
1.8 测量器具的主要技术性能指标
量具的标称值:标注在量具上用以标明其特性或指导其使用的量值。如标在量块上的尺寸,标在刻线尺上的尺寸等。
刻度:在测量器具上指示出不同量值的刻线标记的组合称为刻度。
刻度间距:沿着刻线尺(标尺)长度方向所测得的两个相邻刻线标记中心之间的距离称为刻度间距,也称标尺间距。 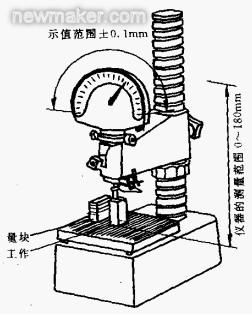
图1-3 比较测量示意图
分度值:两相邻刻线所代表的量值之差称为仪器的分度值。它是一台仪器所能读出的最小单位量值。一般地说,分度值越小,测量器具的精度越高。
数字式量仪没有标尺或度盘,而与其相对应的为分辨率。分辨率是仪器显示的最末位数字间隔所代表的被测量值。
示值范围:测量器具所显示或指示的最低值到最高值的范围称为示值范围。
测量范围:在允许不确定度内,测量器具所能测量的被测量值的下限值至上限值的范围。
测量范围与示值范围的区别在于:测量范围既包括示值范围又包括仪器某些部件的调整范围。如外径百分尺的测量范围有0~25mm、25~50mm、50~75mm等,其示值范围则均为25mm。比较仪的测量范围为180mm,其示值范围则为±0.1mm(如图1-3所示)。示值范围与标尺有关,测量范围取决于结构。
量程:测量范围的上限值和下限值之差称为量程。量程大的仪器使用起来比较方便,但仪器的线性误差将随之变大使仪器的准确度下降。
灵敏度:测量器具对被测量值变化的反应能力称为灵敏度。对于一般长度测量器具,灵敏度等于标尺间距a与分度值I之比,又称放大比或放大位数K,即
K= a / I
测量力:采用接触法测量时,测量器具的传感器与被测零件表面之间的接触力。测量力及其变动会影响测量结果的精度。因此,绝大多数采用接触测量法的测量器具,都具有测量力稳定机构。
示值误差:测量器具的示值与被测量的真值之差。例如用百分尺测量轴的直径得读数值为31.675mm,而其真值为31.678mm,则百分尺的示值误差等于31.675-31.678=-0.003mm.
显然,测量器具在不同的示值处的示值误差一般是各不相同的。目前,测量器具的精度大多仍用示值极限误差来表示测量器具示值误差的界限值。
回程误差:是指在相同条件下,被测量值不变,测量器具行程方向不同时,两示值之差的绝对值。该项误差是由于测量器具中测量系统的间隙、变形和磨擦等原因引起的。当要求测量值的显示呈连续的往返性变化时(有连续的正、负值变化),则应选用回程误差较小的测量器具。
测量不确定度:测量不确定度是在测量结果中表达被测量值分散性的参数。由于测量过程的不完善,测得值对真值总是有所偏离,这种偏离又是不确定的,表达这种不确定程度的参数,就称为不确定度。
修正值:为修正某一测量器具的示值误差而在其检定证书上注明的特定值。它的大小与示值误差的绝对值相等,符号相反。在测量结果中加入相应的修正值后,可提高测量精度。
1.9 测量器具的选择
过去,大部分工厂是根据经验来选择计量器具的。通常选择计量器具的测量极限误差占工件公差的1/3~1/5或1/3~1/10。对一些高精度工件,甚至有取1/2的。总之,就没有一个统一的标准,往往因人因厂而异。不仅如此,而且大多数工厂用计量器具检测工件时,均按图样上标注的极限尺寸作验收极限。这种验收极限与工件的极限尺寸重合的方法,由于计量器具内在误差及测量条件的影响,往往导致“误收”和“误废”,造成不少质量问题及不应有的损失。所谓“误收”,就是把不合格的产品,误判为合格予以接收;所谓“误废”,就是把本来合格的产品,误判为不合格予以拒收。
选择原则:合理选择计量器具对保证产品质量,提高测量效率和降低费用具有重要意义。
一般说来,器具的选择主要取决于被测工件的精度要求,在保证精度要求的前提下,也要考虑尺寸大小、结构形状、材料与被测表面的位置,同时也要考虑工件批量、生产方式和生产成本等因素。
对批量大的工件,多用专用计量器具,对单件小批则多用通用计量器具。
选择方法:首先,根据被测工件公差值由表1-4查出安全裕度A和计量器具不确定度允许值U1,然后查表1-5至表1-7选定计量器具,使计量器具不确定值U1/≤U1,最后计算验收极限。
举例:工件在图样上的标注为,问应选用什么计量器具进行测量并确定验收极限。
解:(1)确定安全裕度A和计量器具不确定度允许值U1
由工件公差值0.46mm由表1-4查得
A=0.032mm
U1=0.029mm
(2)选择计量器具
工件尺寸250mm在表1-5中属于大于200mm至500mm的尺寸段内,查得分度值为0.02mm的游标卡尺的不确定度值U1/=0.02mm, U1/=0.02mm
(3)确定验收极限
上验收极限=最大实体尺寸-A=250mm-0.032mm=249.968mm
下验收极限=最小实体尺寸+A=250mm-0.46mm+0.032mm=249.572mm
Top