现有封装生产线的改造问题
|
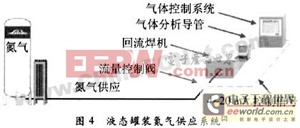
每台再流焊设备与氮气源接口处都有压力要求,这在操作手册中有标明,这个压力通常为0.55MPa,0.75MPa,对应制氮机的出口压力就应为0.60MPa,0.80MPa(因在远距离传送过程中会有压降产生)。
生产时如果采用液态罐装氮气,一般都是"一拖一",如果采用制氮机供气,一般实行"一拖三"(即一台制氮机供三台炉子)。使用时要考虑到留有10~15%的余量,如果一台炉子耗氮量为30m3/h,那么制氮机的流量应为30×3×1.15=103.5m3/h。由于氮气流量与纯度成反比,考虑实施"一拖几"的时候,并非拖的越多越好,一般选择"一拖二"、"一拖三"、"一拖四"。另外考虑到降低风险系数,尽可能采用制氮机组,防止出现故障。氮气罐的储气量与内压之间有以下关系[3]:
Va=Vs×[(Pa×14.7)/14.7]1/2 (1)
其中:Va为实际储氮量,Vs为实际用氮量,Pa为实际罐内压力。使用时要注意调节满足来满足以上要求。
5.5 氧含量确定
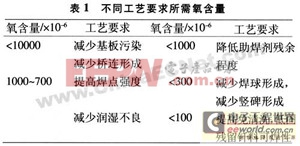
所需氧含量与氮气源选择有关,一般可通过所需氧含量要求来选择具体的氮气供应方式和制作工艺。氮气源纯度选择时应该先确定生产时所需最低氧含量,再确定氮气源纯度。一般氮气源纯度选择为99.9%、99.99%和99.999%,对应设备中最低氧体积含量为1000×10-6、100×10-6和10×10-6。
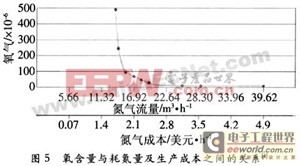
生产成本与氮气消耗量有关,而氮气消耗量与所需氧含量有关,图5为Alan Tae等人对氧含量与生产生本进行的一个评估,可以看出当氧含量低于700×10-6后,随着氧含量的下降,氮气消耗量和生成成本急剧增加。在选择氧含量时,可以参考表1。
|
|
5.6 采用氮气保护生产成本估算
目前国内市场旧设备改造的面临的最大问题就是投资成本。一台无铅再流焊设备的市场价格为25~30万元,配套氮气供应系统,成本会更高,而这对于流动资金不足或低利润电子制造或组装厂,比如家电生产商,是一个很大开支。
5.6.1 氮气发生器供应系统成本估算
(以下成本估算各计算式中凡下标R表示回流炉,下标O表示氧气,下标N表示氮气,下标E表示用电价格,下标M表示设备,下标S表示消耗品)
(1)再流焊设备成本
所需再流焊设备数量:XR
每台再流焊设备价格:QR
购买所需资金:M1=XR×QR
(2)氮气发生器选型
生产时所需氧含量:LO
每台再流焊设备每小时消耗氮气量:VN
氮气发生器供应方式:Y1/2,Y1/3,Y1/4
再流焊设备接口处所需压力:P=0.60~0.80MPa
根据以上参数对氮气发生器进行选型。
(3)氮气发生器成本
每台氮气发生器价格:QN
所需氮气发生器数量:XN
购买所需资金:M2=XN×QN
(4)电能消耗成本
每套氮气供应系统每小时消耗电能:EN
当地工业用电价格:QE
氮气供应系统服役期:HM
服役期内工业用电费用:M3=XN×EN×HM×QE
(5)氮气供应系统消耗品成本
每套消耗品费用:QS
服役期内所需消耗品总套数:
消耗品所需总费用:M4=QS×(XS-1×XN)
(6)工业用地成本
每套氮气供应系统占地面积:SN
服役期内工业用地所需费用:M5
(7)无铅氮气保护再流焊总资本投入:
M=M1+M2+M3+M4+M5
(8)每小时消耗成本
M6=(M2+M3+M4+M5)÷(HM×XR)
5.6.2 罐装液氮供应系统成本估算
常用罐装液氮公称工作压力为115kg,氮气摩尔质量为28g/mol,即一罐液氮在室温下的体积为: VA=115÷28×22.4=92(m3)
考虑使用后留有10~15%的余量,实际氮气体积为: VA=92×(0
- LED优点及产业分类(05-27)
- 飞兆半导体全新运算放大器为便携和消费产品设计带来低功耗特性(03-03)
- Microchip扩展UNI/O EEPROM产品线(03-07)
- 两个单片 DC/DC 转换器的应用(10-12)
- 液晶驱动电路在智能电网系统中的应用(05-27)
- 降低封装测试成本,MEMS产品封装设计要点(01-31)