现有封装生产线的改造问题
|

上述系统是把含有大量助焊剂的高温气流从预热区、再流区及冷却区前抽出,经过体外冷却过虑系统后,把干净的气体送回炉内,这样做还有一个好处就是使用氮气保护时形成闭循环,防止氮气消耗。此系统改动较大,一般难以升级,如果生产量不是很大,助焊剂污染程度小,可以定期进行清理而不用替换。
5 氮气保护系统
5.1 氮气使用原则
无铅化电子组装中并不是一定要氮气保护,原则包括以下几个方面的要求:
(1)满足欧美和日本等客户的要求时;
(2)使用高温焊膏或低固体、低活性(免清洗、低残留)焊膏时;
(3)钎焊比较昂贵的集成电路元器件、小体积元器件、细间距元器件、倒装芯片和不可以反修元器件时;
(4)多次过板组装工艺或钎焊带有OPS镀层的PCB多次再流时;
(5)钎焊无保护膜铜焊盘或储存时间较长的电路板或可靠性首要时。 从氮气保护再流焊工艺来讲,它可以改善性能较差助焊剂润湿性,提高焊点强度,对部分类型焊点缺陷也有一定的防止作用,此外更重要的是它可以减少内部空洞,降低峰值温度,扩大工艺温度窗口。考虑到这些特点,生产中可根据实际情况选择是否实施氮气保护。
5.2 再流焊设备氮气系统评价标准
衡量再流焊设备氮气系统可用残余氧气含量最低值和氮气消耗量来评价此系统的性能。残余氧含量一般采用氧分析仪进行测试,测试氧含量有两个指标,即稳定程度和最低氧含量。最低氧含量与氮气源纯度有关,使用高纯度氮气源时,一些较好的设备可以降到50×10-6或更低。氮气消耗量与所需氧含量和设备防漏能力有关:一般氧含量越低,氮气消耗量越大;设备防漏能力越差,氮气消耗量越大。目前市场上的再流焊设备在氧含量为500×10-6时,氮气消耗量一般为25~35m3/h。
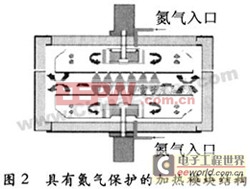
旧生产线实施无铅氮气保护时,再流焊设备面临改造和替换两种选择。如果原有再流焊设备为过渡、可升级型,那么氮气系统的改造就比较容易,否则改造成本就会很高,推荐替换方案,因为旧设备的设计和加工在机架结构、气密性、氮气系统的添加部件(比如氧分析仪,氮气调节阀)等方面是不可以升级的,即勉强能改造,其效果也不能达到预期的目的,设备的稳定性和效率都有待探讨,图2为具有氮气保护功能的加热模块结构。
|
再流焊炉氮气系统,目前国内外已有成熟的技术得以应用,主要有5种:一是采用可变的风扇速度来降低N2消耗;二是炉内使用可随意选择的空置气流来检测是否有PCB板正在通过,当炉中没有PCB板通过的时候,系统会自动减小风扇速度、空气循环和氮气供应;三是可以在智能控制时精确的调节对流速率,从而减小N2的消耗;四是可以通过减小炉子开口、出口和采用闭环氮气控制系统来减小N2消耗。炉子开口被定制为最小可通过元器件的尺寸,被抽进炉体中的气体越少;五是安装一个帘子或一些百叶窗和门,这些门通过自动传感器激活而允许板进出。同时内部设计的改造可以使气体以很薄的气流方式流动,并且没有牺牲热效率。 日东电子科技(深圳)有限公司,是国内首家生产无铅再流焊炉的设备商,氮气保护系统综合上述四和五的优点,研发出国内第一台无铅再流焊设备NT-8N-V2。设备采用炉子出口和入口安装硅胶帘或高温材料,并具有可调的进出口尺寸,减小氮气的泄漏和消耗,见图3。设备还配备了闭环氮气控制系统,氧含量检测系统,进而对氮气消耗量进行控制。
|

5.3 氮气供应系统
实施氮气保护时,一般要求氧含量在(100~1000)×10-6之间[2],这对氮气供应系统构成参考依据。目前常用氮气源纯度可为97~99.9995%,一般使用99.9%,99.99%和99.999%3个等级,其供应方式主要
- LED优点及产业分类(05-27)
- 飞兆半导体全新运算放大器为便携和消费产品设计带来低功耗特性(03-03)
- Microchip扩展UNI/O EEPROM产品线(03-07)
- 两个单片 DC/DC 转换器的应用(10-12)
- 液晶驱动电路在智能电网系统中的应用(05-27)
- 降低封装测试成本,MEMS产品封装设计要点(01-31)