)����������״̬��ʾ������趨��ת�̿��Ƶ������ת���趨����ǰ�����ʾ��ʣ��ת����ʾ����ǰѹǿ��ʾ��������������ֿ���ģʽѡ��(ת�����ƺͱ�߿���)�Լ����д�ӡ��ť�����д�ӡ����ͨ���༭�˻������еľ�ָ����ʵ�֡�
�ֶ����Ի���(��ͼ5)������תѹʵ�Dz��ԽΣ�������̨����������з�ʽ��Ŀ����Ϊ�˼�ǰ��������Ƿ��������������
��������(��ͼ6)��ʾ���й������п��ܳ��ֵĹ�����Ϣ���������ֿ��ܵĹ�����Ϣ��ѹͷδ��ԲͰ��ѹ���������ѹǿ����߳���H1����ߵ���H4(ͼ1��ʾ)��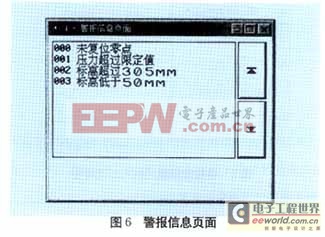
(b)PLC�������
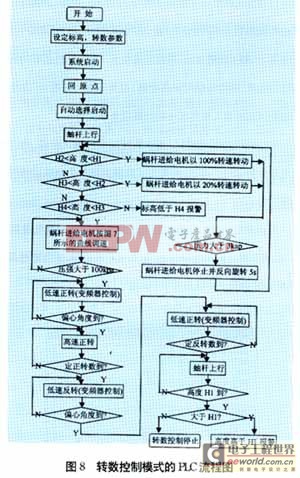
PLC������ѭ����ʽִ�У���������ʼִ�У�ִ����Ϻ�Ȼ���ٻص���������ɨ������Ϊ�����롣����PLC�����������µ�FPWINƽ̨���ò�������ͼ��ɡ�����ϵͳ��ת������ģʽ��PLC������ͼ8��ʾ����߿���ģʽ�������ơ�
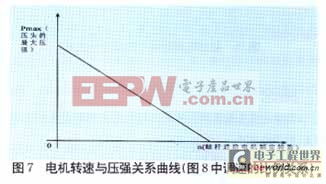
��PLC�����ֳ����Թ����У�������һЩ���⣬�����ѹ��������ת��������ѹ��ֵ�����ܴ�ϵͳ�ȶ�������ɺܴ��Ӱ�죬�����ڳ����в��������˲��ķ�ʽ������ѹ��ֵ�IJ�����ʹϵͳ�ȶ�����ȫ�����С�
4 ������
�ɱ�̿������봥�����Ľ�Ͽ������������������תѹʵ���е�Ӧ��ֻ��һ���ܵ��͵�ʵ������ϵͳ�Ѿ�Ӧ�����ֳ������ܿɿ������ƾ�ȷ���˻��Ի��Ѻã�����ȫ�����û���ʹ��Ҫ����ȫ�����������ͬ���Ʒ����
�ο����ף�
�ۣ��������Σ��ɱ���������(PLC)ԭ����Ӧ�ãۣͣݣ��������й�ˮ�������磬1999
�ۣ������µ繤��ʽ���磮FP0 programming manual�ۣӣݣ����棬2000
�ۣ���Hitech Corp����ҵ���˻�����ʹ���ֲ�ۣӣݣ�̨�壬2000