旋转压实仪控制系统的设计
关键词:PLC 触摸屏 旋转压实仪
1 引言
现代工业控制不断朝着智能化和自动化方向发展,各种自动化生产线、柔性制造系统不断涌现,大大促进了PLC等智能控制器在系统维护中的应用。与此同时人们对现场可操作性、可维护性要求也不断提高。触摸屏具有操作简单,界面友好,编程简单,与PLC通讯良好,抗干扰能力强等优点,能较好地满足人们的这些要求,这使得触摸屏技术在工业领域得到越来越广泛的应用。
旋转压实仪是用于加工性能检测用沥青标样的机械电气系统。因为沥青标样性能的检测对于公路建设有很重要的意义,性能不合格的沥青一旦用于高速公路建设,必然影响公路的建设质量,甚至可能危及行车安全。因而检测用标样的加工工艺过程就很重要。该旋转压实仪集机械、电气、仪表于一身,对其加工标样有较高品质要求,也就要求其电气控制系统具有较高的自动化和智能化。本文阐述了一种通过与触摸屏通讯控制的PLC系统。
2 系统的工作原理和控制要求
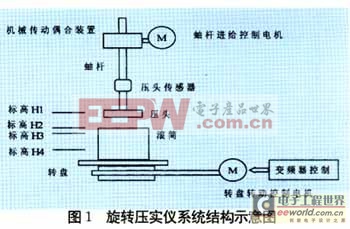
图1是旋转压实仪机械结构简单示意图。本系统要实现直线和转动两种运动形式,共采用两台电机(如图1),一台是直流伺服驱动的控制蚰杆进给的交流电机,实现可变速的直线运动:另外一台是由变频器控制调速的转盘控制的永磁低速电机,变频器有两段速输出,低速段实现转盘的偏心角度校正,高速段实现转盘正转和反转运动。全系统由电气和机械系统配合控制,包括标高转数测定、压力检测、测速等要求。另外还要有行程限位及接近开关来对机械状态进行检测,以确保系统的安全。全系统通过触摸屏完成参数设定及显示。
2.1 工作原理
该系统就是利用旋转摇匀的原理,蚰杆进给控制电机驱动蚰杆,以额定速度使压头下行,到进入滚筒前减速进入滚筒。在整个下行过程中,不断检测压头所承受的压力,压头抵到沥青标样,压头达到一定压力,蚰杆进给控制电机依据压强和速度比例关系减速,同时转盘转动控制电机带动转盘摇转,将沥青标样摇匀,并在压头的作用下压缩成需要的标样。
2.2 控制要求
①标高要求:蚰杆下行距离是通过计数蚰杆进给控制电机的测速脉冲,再按照蚰杆进给率转换得来的。该系统的几个运行阶段都与高度有关,测速不准,测的高度不够精确,就会影响到系统的安全运行,因而测速的精度要求很高。
②低速和调速要求:在压头压缩沥青标样时,由于压头承受一定压强,蚰杆一般都处在低速运行阶段,蚰杆进给控制电机运行速度太快,蚰杆进给控制电机扭矩过大,压头的承受压力过高,则会影响到系统安全运行。因而低速要求高。另外还要求蚰杆进给控制电机在压力变化自动调整运行速度。
在系统自动运行过程中,如何精确计数测速脉冲,如何精确地调速,都是本系统控制关键。
3 控制系统设计
3.1 控制系统功能
(1)实现旋转压实仪的基本功能;
(2)实现人机对话画面;
(3)实现对系统运行过程中出现故障自我诊断功能,并通过人机画面显示;
(4)故障发生时,系统自动停止,并同时发出声音警报;
(5)能随时打印必要的信息。
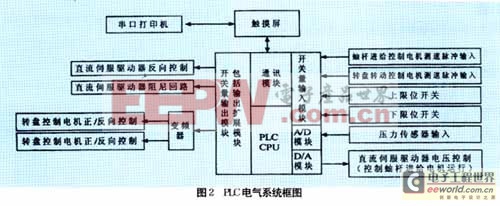
3.2 控制系统组成
如图2所示,本系统选用松下FP0系列14点PLC,包括8点输入点和6点输出点,并有一个RS232C通讯口和一个RS422编程口。人机界面采用带有RS232/RS485通讯口的PWSl711STN触摸屏,人机通过RS232口与PLC进行通讯。系统所需AC220,DC24V电源均由外部供给。
3.3 控制系统软件设计
系统软件设计主要由两部分构成,一部分是触摸屏的画面设计,另一部分是PLC软件设计。
(a)人机界面软件设计
人机界面是用户设定工艺参数的关键,以及信息显示的重要设备。该系统采用的触摸屏可支持与多种PLC语言通讯。其编程软件ADP3提供了功能强大的巨集指令,在编程中可以大大节省PLC的程序容量,使PLC的控制精度及效率最佳化。
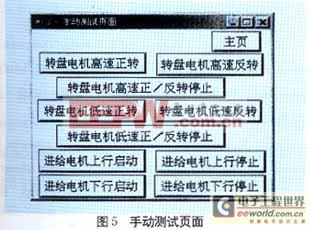
人机界面主要由两部分组成,一部分是系统工作参数的设定,包括手动工作方式和自动工作方式两部分。其中手动工作方式主要是用于旋转压实仪的测试阶段,自动工作方式用于旋转压实仪的自动运行,?其中自动运行有两种转数和标高控制两种模式;另一部分是报警功能设置。
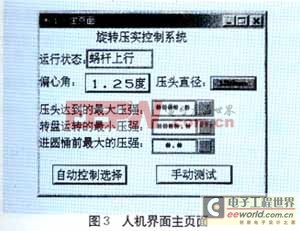
整个人机画面包含有以下画面:主画面(图3)、自动方式画面(图4)、手动方式选择画面(图5)、警报画面(图6)。
主画面(如图3)包括运行最大压强设定、压头工作最小压强设定、进桶前最大压强设定、自动方式选择、手动测试方式选择。

自动方式画面用于旋转压实仪自动运行阶段(如图4
模拟电路 模拟芯片 德州仪器 放大器 ADI 模拟电子 相关文章:
- 12位串行A/D转换器MAX187的应用(10-06)
- AGC中频放大器设计(下)(10-07)
- 低功耗、3V工作电压、精度0.05% 的A/D变换器(10-09)
- PIC16C5X单片机睡眠状态的键唤醒方法(11-16)
- 用简化方法对高可用性系统中的电源进行数字化管理(10-02)
- 利用GM6801实现智能快速充电器设计(11-20)