基于ATmega128的迷你数控雕刻机系统设计
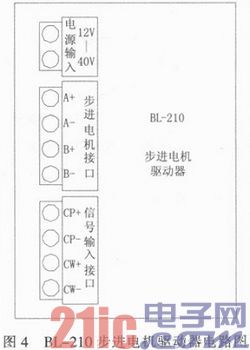
本系统设计中,使用BL-210作为步进电机的驱动器,该驱动器实现高频斩波,恒流驱动,具有很强的抗干扰性、高频性能好、起动频率高、控制信号与内部信号实现光电隔离、电流可癣结构简单、运行平稳、可靠性好、噪声小,可带动1.0 A以下所有的步进电机。此外,细分数可选(1/2,1/4,1/8),对应的微步距角分别为(0.9°/STEP、0.45°/STEP、0.225°/STEP)。BL-210步进电机驱动器电路图如图4所示。A+、A-接步进电机A相.B+、B-接步进电机B相。CW-信号传,反之发转。CP-信号控制步进电机的速度,ATmega128单片机产生的PWM波从此端口输入,当PWM波频率高时,步进电机速度较快,反之较慢。CP+、CW+为输入控制信号的公共阳端,都接高电平。
2.4 键盘操作板模块
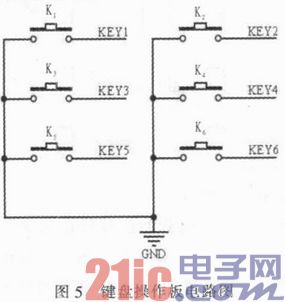
在雕刻加工之前,我们都要对雕刻机的雕刻头进行初步定位,使雕刻头处于一个理想的初始加工位置,这样做的主要的目的是为了节省原材料以及提高加工效率。在本设计系统中,设计了上下、左右、前后等6个按键,这6个按键与单片机的PA口连接。我们通过对这6个按键的操作即可完成对三轴步进电机的正反转,从而完成对雕刻机的雕刻头的初步定位。键盘操作板电路图如图5所示。
3 软件设计
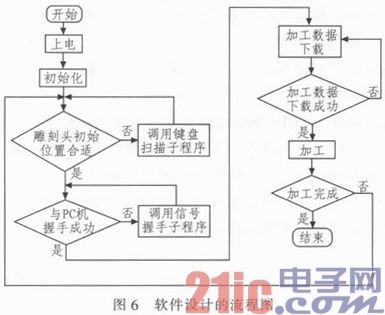
在本系统软件设计中,选用AVR Studio作为嵌入式开发环境,C作为编写语言。AVR Studio集成开发环境包括了AVR Assembler编译器、AVR Studio调试功能、AVRProg串行、并行下载功能和JTAG ICE仿真等功能。利用这些功能我们可以在线编辑源代码,并在AVR器件上运行,方便AVR单片机开发者进行开发。C语言作为高级语言的一种,编写程序效率高,易懂。在编写程序中,采用模块化编写思想,整个软件系统由串口通讯模块、PWM波模块、LCD12864液晶显示模块、键盘扫描模块、超声波传感器引起中断等几部分组成。系统软件设计的程序流程图如图6所示。
4 防碰撞设计
实践生产表明,雕刻机在工作中经常会发生碰撞事故。造成碰撞的事故原因有很多,例如上位机产生的G代码不正确、雕刻头初步定位时操作不当、参数设置错误等。雕刻机一旦发生碰撞,轻则雕刻刀断裂,重则步进电机烧毁,甚至控制主板损坏。这样事故的发生不仅会造成不必要的经济损失,还会耽误工作、生产。因此在控制系统中也有必要设计一种装置,避免这样的碰撞事故的发生。
为了解决上述问题,在本设计中,主要是在每根滚珠丝杠的两端各安装了一个超声波传感器。当三轴方向上的移动平台快移动到边缘处,超声波传感器将会产生一个信号,并将这个信号传递给控制主板,控制主板随即停止产生脉冲信
号,步进电机停止工作。
5 结束语
雕刻机作为一种典型机电一体化设备,要求精度高,系统稳定。本设计采用了AVR系列产品中的ATmega128作为该系统的主控芯片,性能稳定,使用方便。本系统设计的按键操作板对雕刻头进行初步定位,方便、高效。经通过对自制的迷你数控雕刻机的实验,控制效果稳定,满足设计的需求。
雕刻机 ATmega128 BL-210驱动器 超声波传感器 相关文章:
- 木工雕刻机步进电机驱动器干扰解决方案(03-16)
- 基于ATmega128RFA1设计的低功耗ZigBee解决方(04-16)
- 装甲车辆防撞预警系统设计(06-16)
- 高精度工程超声波测距系统的设计与实现(11-12)
- 12位串行A/D转换器MAX187的应用(10-06)
- AGC中频放大器设计(下)(10-07)