基于LabWindows CVI的扭矩扳手数据处理系统的设计与实现
摘要:针对工业现场对扭矩扳手的检定点、自动检定次数、加荷速率等参数进行实时监控,扭矩扳手相关资料的录入、存储、查询,及扭矩仪表的数据采集、电动机控制等功能的要求,为了适应现场环境,提出了一种将传感器技术、数据库技术、控制技术及虚拟仪器技术相结合的设计方案。该方案以研华TPC-1570H工控机、PCI-1761采集卡和TCA称重传感器结合AT-150扭矩测量仪为平台,设计了数据采集模块、扭矩
测量仪控制模块和电机控制模块。应用虚拟仪器软件LabWindows CVI编写程序,实现了对扭矩扳手检定值的采集、分析、存储、打印和报警。经过试验测试表明:系统运行稳定,效果良好。
扭矩扳手是广泛使用于航空、航天、舰船、汽车、石油化工等工业部门的一种高精度装配工具。各种扭矩扳手在出厂前或使用一段时间后均需检定,以保证使用要求。
目前,检定单位使用机械式检定仪,通过人工手动检定,扭矩扳手的检定结果需要人工录入计算机后保存、打印输出,这种检定方式既费时又费力,而且检测结果受操作者的经验影响,容易造成人为因素影响检测结果的准确性。
本系统不但可以进行扭矩扳手的人工手动检定,还具备自动检定的功能,并且将扭矩扳手的基本信息、标准装置的基本信息、每一检定点的3个检定值、示值相对误差、示值重复性及准确度级别等参数保存到Access数据库中,以便对数据进行分析和打印输出。
硬件方面,由于2~3 000 N·m的扭矩负荷输出相差太大,要想将多个量程的传感器集成于一台加载装置上,用一台伺服电机驱动,很难对大小量程进行兼顾,所以,本系统用两台设备来实现此功能。一台装置用一个传感器实现2~10 N·m量程段的检测功能;另一台装置用4个传感器实现10~3000 N·m量程段的检测功能。软件方面,采用虚拟仪器编程软件LabWindows CVI,编写了手动示值式扭矩扳手(指针式、数字式)和手动预置式扭矩扳手的检定程序。
本系统检定准确、性能稳定、功能丰富、操作简便,在扭矩检定中具有很高的应用价值,可以成为企业、科研机构控制扭矩扳手、扭矩螺丝刀产品质量的重要手段。
1 系统硬件设计
1.1 总体设计
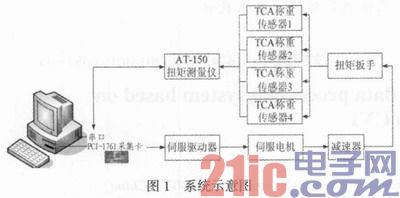
数据处理系统由工控机、采集卡、软件平台、扭矩仪表、伺服电动机、减速器和扭矩传感器(4个)等主要部分组成。系统示意图如图1所示。4个TCA称重传感器完成10~3000 N·m量程段扭矩扳手的检测功能,AT—150扭矩测量仪将称重传感器检测到的扭矩值通过RS232串口发送给工控机,工控机根据在LabWindows CVI环境下编写的程序,通过PCI—1761采集卡控制伺服驱动器,从而控制伺服电机的转向和转速,以不同的控制要求完成对扭矩扳手扭矩的加载和卸载。
1.2 硬件介绍
1.2.1 AT-150扭矩测量仪
AT-150扭矩测量仪,具有精度高、性能稳定、功能强大、操作简便等特点,主要用于扭矩峰值检测。该测量仪具有以下功能特点:1)荧光双显示屏,清晰直观;2)4通道传感器输入;3)自动零位跟踪功能;4)全面板式数字调校及工作参数设置;5)模拟、数字滤波参数设置;6)4种力矩单位示值自动转换;7)峰值保持及第一峰值保持;8)6组预设值及超差设置。
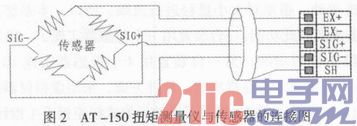
AT-150扭矩测量仪与工控机通过RS232接口连接,AT-150扭矩测量仪与TCA称重传感器的连接如图2所示。图中EX+:激励正EX-:激励负SIG+:信号正SIG-:信号负SH:屏蔽。
1.2.2 TCA称重传感器
TCA称重传感器材质为不锈钢,广泛应用于悬挂容器称重、起重设备测力应用,船用、港口机的测力应用,材料试验机应用等其他测力装置。
1.2.3 PCI-1761采集卡
PCI-1761是一款PCI总线的继电器输出及隔离数字量输入卡,它提供8路光隔离数字量输入通道,在噪声环境下为采集数字量输入提供3750VDC的隔离保护;它带有8个SPDT继电器可以用作开关控制设备或者小型电源断路开关。为了便于监控,每个继电器都带有一个红色的LED指示灯,用来显示继电器的开关状态。PCI-1761的8路光隔离输入通道是噪声环境或电位漂移下数字量输入的理想选择。
2 系统软件设计
本系统主要完成两个控制要求:手动示值式扭矩扳手(指针式、数字式)、手动预置式扭矩扳手的检定,恒扭矩加载率控制要求。手动示值式扭矩扳手(指针式、数字式)的检定需要结合手动操作;手动预置式扭矩扳手的检定程序,可以人工手动检定,也可以自动检定,在自动检定时,首先控制伺服电机以一定速度正转,完成扭矩的加载过程,当扭矩扳手的实测值下降10%时,该实测值即是扭矩扳手的实际扭矩值,此时,控制伺服电机以一定速度反转,完成扭矩的卸载过程,并按国家标准JJG707—2003要求,自动判断扭
LabWindows CVI 传感器 扭矩 数据处理 相关文章:
- 基于LabWindows/CVI的通信电源系统自动化测试的实现(01-23)
- LabWindows/CVI的便携式电源控制器测试系统设计(03-04)
- 基于LabWindows/CVI虚拟仪器编程语言的飞行模拟器(08-12)
- Labwindows/CVI+Matlab建立高频衰减模型(02-27)
- 基于Labwindows/CVI和Matlab高频衰减模型建立与应(11-22)
- LabWindows/CVI虚拟仪器编程语言的飞行模拟器(08-09)