应用Minitab进行测量系统分析
时间:07-21
来源:互联网
点击:
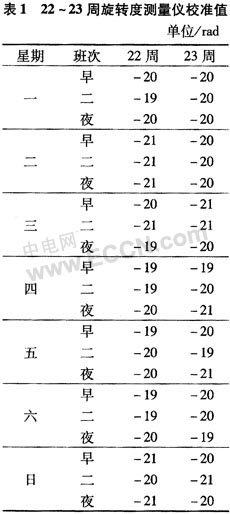 |
从数据可看出,仪器校准均正常。线性度经校准部门的验证亦良好。旋转度公差是(-30±30)rad,仪器最小读数为1,分辨力为60°所以,该测量系统具有足够的分辨力、线性性和稳定性,完全可以进行测量系统分析。
为了评定旋转度测量的R&R,选了3位操作者,分别记为A、B、c,又随机选了20个电子枪,分别编号为1~20号,每位操作者用旋转度测量仪对每个电子枪重复测量2次,测量时他们并不知道所测样本的编号。测量结果如表2所示(为节省篇幅,仅列出1~10号的数据。下同)。
 |
在Minitab软件中,需要对表中的数据重新处理,将数据输入在3列上:C1为操作者编号,C2为零件编号,C3为测量数据,见表3。
 |
从Minitab的Stat→Quality Tools→Gauge R&R (Crossed)…→入口进入,分别选择Part numbers、Op-erators、Measurement Data所在的列,并选择ANOVA分析法,在Option的Study Variation(number of standarddeviations)中输入5.15,在Process Tolerances中输入60,然后点击Ok,经过运算,即可得到如图3所示的分析结果。
 |
从以上的分析数据可以看出,RP/TV为11.75%,RP/T为12.12%,考虑到生产的实际情况和成本,可以认为该测量系统是可以接受的。
Minitab同时给出了如图4所示的图形分析结果。
 |
图4(a)是偏差柱状图,结合表7中的数据表明来自测量系统的波动并不大,可以接受。图4(b)是极差控制图,所有测量值的极差值均应落在极差图的控制限内,极差图代表了测量结果的重复性,该图表明,3名测量者进行试验的方式是一致的。图4(c)是平均值控制图,该图上下控制限规定了测量系统本身引起的测量变差范围,若测量均值全部落在控制限以内,则说明测量过程的所有变差都被测量系统变差掩盖了,只有显示出一半或更多的均值落在控制限以外这种图形,才说明该测量系统可以充分探测零件之间的变差,才能提供对生产过程分析的有用信息,实现对过程的有效控制,这与通常使用控制图的想法有所不同。本例中表明该测量系统的零件之间的变差探测性良好。图4(d)是部件链图,从图中可以看出部件之间的差异。图4(e)是不同观测者测量结果之间的比较,在一定意义上能够代表再现性,本例中的再现性良好。图4(f)是零部件和观测者之间的交互作用图,该图越不平行,越代表交互作用强,本例中的交互作用很小。
3 结束语
Minitab是一种数据统计分析的专业软件,世界上实行6sigma管理的企业几乎均使用该软件。Minitab强大的统计分析功能使得复杂的统计计算变的简单明了,也必将改变数据分析在质量改进活动中的可操作性,进而能够更加有效地提高质量管理水平。
电子 相关文章:
- 技巧:电子拉力试验机的工作原理介绍(01-10)
- 表面肌电信号数字传感器的设计(01-15)
- 人体生物电阻抗的脉冲式检测方法及其应用(02-25)
- 一个新型超低功耗指纹锁控制系统(03-11)
- 数字化宽带测向系统中的相位差测量及误差分析(03-04)
- 用于胎儿心电信号测量的嵌入式数据处理系统研究(03-10)