焊接机理完整版
时间:02-14
来源:不详
点击:
(a)所示;另一种是液体沿着间隙或细小内径下降到低于液面的一定高度h,如图2(b)所示,这种现象称为“毛细作用”。液体在毛细作用下,在间隙或细小内径中上升或下降的高度,可由下式确定:
h=2σ液·气·cosq / g·ρ·r
式中:σ液·气—液相与气相界面上的界面张力;
q—润湿角;
r—毛细管的半径(或平板间隙);
g—当地的重力加速度;
ρ—液体的密度。
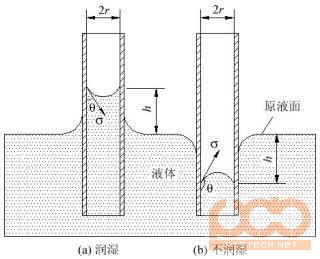
图2 细小间隙中的毛细作用
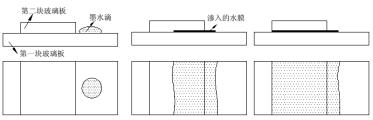
图3 毛细作用效应
据我们中学的物理中所讲,平行间隙中的毛细作用是均匀的,然而,在焊接中,平板平行间隙中的毛细填缝作用是不均匀的。我们不妨做一个简单的实验:将两块玻璃板搭接在一起,在搭接的边缘上,滴一滴墨水,我们可以清楚的看见这一现象,就是墨水在平板间隙中不是均匀、整齐地流动,而是紊乱的流动。并且还可以看到,墨水的填缝速度是不均匀的,不仅在前进方向会有流速不均匀的现象,有时还受到墨水沿侧面流动的影响(如图3所示)。因此,从这一试验结果可以看出:焊接时,焊料的毛细填缝也应是不均匀、不规则的。实际上这种毛细填缝特点将会直接影响焊接接头的质量,形成焊缝不致密,产生夹气、夹渣等缺陷。
在焊接过程中,焊缝可能处于水平或倾斜等各种位置,而且在实际表面构成的平行间隙内,由于表面粗糙度的影响,使得实际间隙内各处的实际值的大小不同,焊料流动前沿不能够象理想表面构成的平行间隙时焊料流动前沿那样平稳,而会产生紊乱,但液态焊料有优先填充微小间隙的倾向,这一特点始终是成立的。对于不平行的间隙来说,液态焊料将首先填充小间隙部分,然后再从小间隙处向大间隙部分推进。
焊接 相关文章:
- 三维视觉系统应用于顶盖激光焊接生产线(02-25)
- 汽车电子技术:带你了解焊接工艺(06-29)
- 绿光激光器用于激光微焊接(04-03)
- 贴片元件焊接图解教程(08-13)
- 铝的焊接方法,铝合金的焊接方法(04-03)
- 电子管功放的焊接技术要领(02-26)