焊接机理完整版
焊接机理完整版
润湿:在焊接过程中,我们把熔融的焊料在被焊金属表面上形成均匀、平滑、连续并且付着牢固的合金的过程,称之为焊料在母材表面的润湿。
润湿力:在焊接过程中,将由于清洁的熔融焊料与被焊金属之间接触而导致润湿的原子之间相互吸引的力成为润湿力。
焊料的润湿与润湿力
在自然界中有很多这方面的例子,举例来说,在清洁的玻璃板上滴一滴水,水滴可在玻璃板上完全铺开,这时可以说水对玻璃板完全润湿;如果滴的是一滴油,则油滴会形成一球块,发生有限铺开,此时可以说油滴在玻璃板上能润湿;若滴一滴水银,则水银将形成一个球体在玻璃板上滚动,这时说明水银对玻璃不润湿。
焊料对母材的润湿与铺展也是一样的道理,当焊料不加助焊剂在焊盘上熔化时,焊料呈球状在焊盘上滚动,也就是焊料的内聚力大于焊料对焊盘的附着力,此时焊料不润湿焊盘;当加助焊剂时,焊料将在焊盘上铺开,也就是说此时焊料的内聚力小于焊料对焊盘的附着力,所以焊料才得以在焊盘上润湿和铺展。
熔化的焊料要润湿固体金属表面所具备的条件有两条:
1、液态焊料与母材之间应能互相溶解,即两种原子之间有良好的亲和力。
2、焊料和母材表面必须“清洁”。
这是指焊料与母材两者表面没有氧化层,更不会有污染。母材金属表面氧化物的存在会严重影响液态焊料对基体金属表面的润湿性,这是因为氧化膜的熔点一般都比较高,在焊接温度下为固态,会阻碍液态焊料与基体金属表面的直接接触,使液态焊料凝聚成球状,即形成不润湿状态。
表面张力:表面张力是化学中一个基本概念,表面化学是研究不同 相 共同存在的系统体系,在这个体系中不同 相 总是存在着界面,由于 相 界面分子与体相内分子之间作用力有着不同,故导致相界面总是趋于最小化.(能量守恒定率)
表面张力与润湿力
在焊接过程中,焊料的表面张力是一个不利于焊接的重要因素,但是,因为表面张力是物理的特性,只能改变它,不能取消它,在SMT焊接过程中,降低焊料表面张力可以提高焊料的润湿力.
减小表面张力的方法(以锡铅焊料为例)
1) 表面张力一般会随着温度的升高而降低
2) 改善焊料合金成分(如锡铅焊料:随铅的含量增加表面张力降低)
3) 增加活性剂,可以去除焊料的表面氧化层,并有效地减小焊料的表面张力
4) 采用不能的保护气体,介质不同,焊料表面张力不同.
采用氮气保护的理论依据就在与此.
在SMT生产中,元器件是放置在锡膏之上,锡膏熔化的瞬间所形成的表面张力会作用在元器件的端电极上,对片式元件来说,由于元件重量极轻,若焊盘面积大小不一致,焊盘热容量就不一样,则两焊盘上锡膏熔化时间不一致,锡膏熔化时所产生的表面张力不一样,由于表面张力的不平衡,会导致元件出现力碑缺陷.
润湿角:是指焊料与母材间的界面和焊料熔化后焊料表面切线之间的夹角,又称接触角。
润湿程度与润湿角
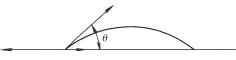
图1 液态焊料在母材表面稳定时的润湿角
Cosθ=(σ固•气-σ固•液)/σ液•气
式中:σ固•气为基体金属与气相(或钎剂)之间的界面张力;
σ固•液为基体金属表面与液态钎料之间的界面张力;
σ液•气为液态钎料的界面张力;
接触角θ的大小表征了体系润湿与铺展能力的强弱。θ= 0°时,称为完全润湿;0°<θ<90°时,称为润湿;90°<θ<180°时,称为不润湿;θ=180°时,称为完全不润湿。
焊接时,液态焊料对固态母材的润湿是最基本的过程。因此,要获得优质的焊接接头,就必须保证液态焊料能良好地润湿母材,只有这样,钎料才能顺利填充钎缝间隙,所以,一般情况下希望液态焊料在母材上的接触角要小于20°。SMT焊接要求小于30°。
润湿程度的目测评估
润湿程度的大小,分为下列几种状态:
1) 润湿良好:指在焊接面上留有一层均匀、连续、光滑、无裂痕、付着好的焊料,此时润湿角小于30度。通过切片观察,则在结合面上形成均匀的金属面化合物,并且没有气泡。
2) 部分润湿:金属表面一些地方被焊料润湿,另一些地方表现不润湿。在润湿区的边缘上,润湿角明显偏大。
3) 弱润湿:表面起初被润湿,但过后焊料从部分表面浓缩成液滴。
4) 不润湿:焊料在焊料面未能形成有效铺展,甚至在外力作用下,焊料仍可去除。
毛细现象及其在焊接中的作用
毛细作用:是液体在狭窄间隙中流动时所表现出来的固有特性。在实际生活中有很多这样的例子,例如:将两块平行的玻璃板或直径很细小的洁净管子插入某种液体中,液体在平板之间或在细管内会出现两种现象:一种是液体沿着间隙或细小内径上升到高出液面的一定高度h,如图2
焊接 相关文章:
- 三维视觉系统应用于顶盖激光焊接生产线(02-25)
- 汽车电子技术:带你了解焊接工艺(06-29)
- 绿光激光器用于激光微焊接(04-03)
- 贴片元件焊接图解教程(08-13)
- 铝的焊接方法,铝合金的焊接方法(04-03)
- 电子管功放的焊接技术要领(02-26)