时光伺服系统在高位出钢机项目中的应用
1、引言
在我国钢材市场上,中(厚)板材利润空间相对较大,因此各大钢铁厂的中(厚)板生产线都有"印钞机"的美誉。但随着市场竞争日益激烈及用户对于中(厚)板材的质量要求逐渐增高,国内各大钢铁厂对于中(厚)板生产线的改造投入也随之增加。目前,绝大多数厂家所使用的板坯出炉方式为:板坯在三段连续推钢式加热炉加热好以后,由位于炉后的推钢机将热板坯从炉前推出,热板坯靠其自重沿着加热炉出口与传送辊道之间的斜面滑至辊道之上从而完成出钢过程。这样的出钢过程不仅划伤了板坯的下表面,影响了板坯的表面质量,而且给传送辊道和缓冲器造成了很大的冲击和噪声,严重影响了设备使用寿命。多年来如何平稳出钢已经成为国内中(厚)板生产线上的一个难题。
2、高位出钢机介绍
针对目前出钢机存在的问题,时光科技与业内某系统集成商共同研制了高位出钢机。高位出钢机主要应用于钢铁行业的中(厚)板加工领域,解决了中(厚)板材在生产过程中的下表面滑伤问题,提高了中(厚)板材最终产品的产品质量。由于本套出钢机在国内尚属首次应用,因此在国内尚无竞争对手,并且整套设备的附加值高,利润大。整套设备技术先进:闭环液压提升装置、伺服控制实现各工位准确定位功能均属于国内领先技术。整套设备应用面十分广泛,对于国内所有中(厚)板生产线均可适用。
(1)机械结构
高位出钢机由主梁、大车、小车、门形架和用于取坯的L形钩等构成(见图1)。L形钩具有三个自由度:用于完成选择通道的横向运动由大车执行,驱动形式采用电机-减速机-传动轴-齿轮-齿条结构形式;用于完成取坯的纵向运动由小车完成,驱动形式与大车相同;垂直运动由位于小车前立柱U形槽内的门形架完成,采用液压缸驱动形式。

图1高位出钢机
(2)工作过程
炉后推钢机将板坯推至炉门的出钢位置,该位置由激光测量完成,然后打开炉门,小车驱动出钢机前进至L形钩位于炉内板坯正下方位置后停止运行,L形钩上升托起板坯离开炉内滑轨,小车驱动出钢机后退至炉前传送辊道上方,炉门关闭,L形钩稳速下降,将板坯平稳的放置于传送辊道上,辊道转动将板坯运走,L形钩再次上升至原位,至此出钢机完成一个出钢循环动作。大车则根据需要进行横移,使L形钩对准加热炉左道、中道或右道出钢位置。以便于下次出钢循环动作的实现和完成。
(3)电气控制系统
高位出钢机电气控制系统由西门子可编程控制器,时光IMS伺服控制器等构成。系统构成方案如图2所示。
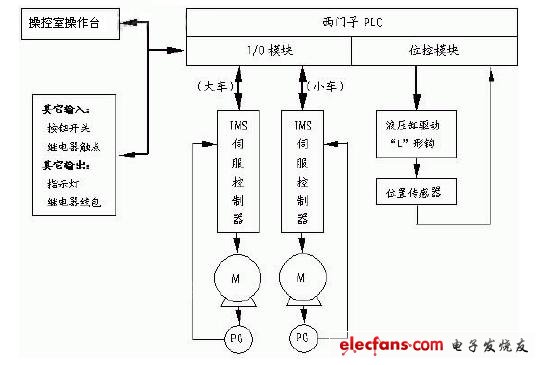
图2系统构成方案
a、可实现电机平稳运行于0.01Hz~250Hz工作范围
b、电机运行速率低于60Hz时可实现3倍电机额定转矩输出,包括电机0Hz锁定时的3倍电机额定转矩输出(有效解决了变频启动转矩补偿以及电机在启动和停止时的抱闸投入)。
c、利用时光IMS伺服控制器的内置PLC功能(16入/13出),使用I/O方式告知上位PLC受控电机是否已完成准确定位动作,上位PLC通过相应接近开关信号检验实际机械定位结果是否符合要求。由IMS伺服控制器实现受控电机的准确定位并且一次定位即满足系统要求,有效低避免了重复定位,反复动作等环节。不仅提高了系统的工作效率、增强了系统的抗干扰性能,而且极大地简化了上位机的运算工作。
d、使用QMCL语言编译的程序,不仅可由电气实现各类间隙补偿,而且可由用户参数任意设定间隙量的大小。有效避免设备长期投入使用后由于机械间隙发生变化造成的定位误差。
e、系统参数任意设定电机运行时的S曲线和转矩限幅值。
f、具有2路可编程D/A输出,可实现任意监控项的模拟量输出。
g、使用时光IMS伺服控制器控制大车、小车电动机后,上位机西门子PLC仅通过电气接点输入/输出即可完全实现对大车与小车的定位控制与检测工作(即系统采用半闭环控制方式),减少了相关接线,有效地避免了为整个系统引入更多的易受干扰环节,增强了整个系统工作的稳定性和可靠性。
h、由于小车前端环境温度较高,不便于安装接近开关等电器元件,但是系统要求在小车前进到某位置后开启水冷设备,并且在到达目标位置后给出目标位置到达信号。因此需要控制器在小车动作过程中对于其所处的位置有所了解并且能够给出相应输入/输出信号。IMS伺服控制器自身附带有集成的PLC功能(16点输入 /13点输出),配合编码器反馈脉冲数据,通过执行QMCL语言软件编译的程序即可实现以上功能。
i、IMS伺服控制器特有的0Hz锁定功能可实现电机的"电气抱闸"动作。既有效保证了定位控制结束后的最终定位精度,
- 三菱电机伺服系统过载报警消除的方法(07-02)
- 伺服系统的特点、分类及发展方向(03-09)
- 工业控制之伺服系统精选开发资料(02-07)
- 伺服系统的控制模式有哪几种?(09-25)
- 伺服系统的线性补偿与伺服系统的测速测角(05-12)
- 伺服系统浅析,伺服系统的分类、结构组成与技术要求(05-12)