汽车级IGBT在混合动力车中的设计应用
汽车级IGBT在混合动力车中的设计应用
针对汽车功率模块需求,英飞凌通过增强IGBT的功率循环和温度循环特性,并增加IGBT结构强度,大大提高了IGBT的寿命预期。
混合动力车辆中功率半导体模块的要求
工作环境恶劣(高温、振动)
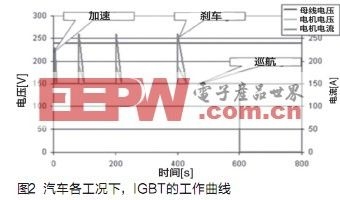
IGBT位于逆变器中,需要在高环境温度及机械冲击下,按照特定的汽车驱动工况,为混合系统的电机提供能量。
根据不同车辆设计,逆变器可能放置在汽车尾箱、变速箱内或引擎盖下靠近内燃机的位置,因此IGBT模块要经受严峻的温度(-40℃~150℃)和机械条件(振动、冲击)的考验。
IGBT模块通常采用发动机冷却液冷却,环境温度在极限情况下可达Ta=105℃,对功率模块的功率密度及散热设计提出了更高的要求。
复杂的驱动工况
不同于工业应用中电机拖动,混合动力车辆驱动工况更复杂,例如对应城市工况,需要频繁切换于加速、减速、巡航各个状态,因此通过IGBT的电流、电压并非常量,而是随车辆工况反复循环波动,IGBT模块需要在电流、电压循环冲击下可靠运行。
高可靠性要求
IGBT功率模块失效将会导致车辆立刻失去动力,严重影响整车厂商信誉和用户使用体验。
汽车生产厂家需要IGBT模块在HEV全寿命周期中无需更换,对IGBT的耐久性提出了更高要求(汽车整车设计寿命15年)。
成本控制要求
大规模生产的汽车不同于列车牵引应用,在性能要求很高的条件下,不能通过增加成本的方法换取可靠性,需要在成本和性能上达到平衡,对产品的设计提出了更高的要求。因此,针对汽车应用中各种限制条件,需要专用IGBT才能满足苛刻的应用需求。
IGBT结构
图3显示了带基板的功率模块的结构。两侧都带薄铜层的陶瓷衬底被焊接在基板上。IGBT芯片被焊在设计好的铜层上。芯片的表面通过绑定线(bonding wire)压焊到铜层上。大多数标准模块采用这种制作方法。目前70%到80%的功率模块都按照标准模块结构来制造。陶瓷一般采用Al2O3,基板采用铜为材料。IGBT底板通过导热硅脂安装散热器。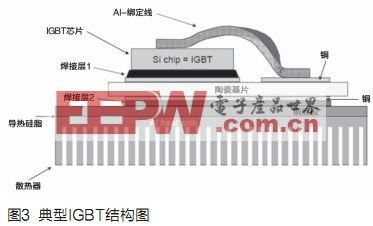
英飞凌汽车级IGBT可靠性改进
可靠性是IGBT应用于汽车中的最大挑战,除了电压、电流等常规参数的设计考虑,涉及IGBT可靠性的主要参数有:温度循环次数(thermal cycling)和功率循环次数(power cycling),决定了IGBT的使用寿命,其他参数例如IGBT机械可靠性特性也需要额外的关注。
功率循环
通常,逆变器设计主要考虑IGBT Tjmax(最高结温)的限制,但在混合动力车应用中,逆变器较少处于恒定工况,加速、巡航、减速都会带来电流、电压的改变,由此带来的ΔTj(结温快速变化)将会更大程度影响IGBT的寿命,IGBT导通电流波动时,绑定线也会随之摆动,对绑定线和IGBT芯片连接可靠性有较大的影响,反复的摆动可能导致绑定线寿命的耗尽(EOL, End of Life),例如绑定线和IGBT芯片焊接脱落、绑定线断裂等,直接导致IGBT的损坏。
为了模拟汽车运行工况,针对HEV频繁的加速、减速、巡航带来的电流冲击,英飞凌定义了“秒级功率循环试验”(power cycling second,电流加热,外部水冷冷却),通过加速老化试验,模拟电气冲击下绑定线的焊接可靠性,英飞凌汽车级IGBT需要承受ΔTj=60k,最大节温150℃,0.5s < tcycl<5s,150kc次功率循环而不损坏。
相对于传统工业应用,混合动力车(HEV)中的IGBT工作环境恶劣,因而对IGBT长期使用的可靠性提出了更高的要求。
相对传统工业模块主要有以下几点改进:
● 绑定线材料改进;
● 芯片结构加强;
● 绑定线连接回路优化;
● 优化后的焊接工艺。
温度循环
逆变器在HEV中,通常位于前舱靠近发动机或位于传动机构附近,IGBT模块将承受较高的环境温度和温度变化,对IGBT模块内部焊接层有较大影响。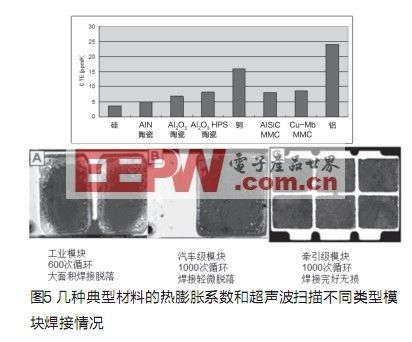
IGBT模块由多层不同材料组成(见图3),每种材料具有不同的CTE(热膨胀系数),CTE的差别会影响功率模块的使用寿命,当模块使用时,温度的变化会在不同层间产生机械应力而导致焊接脱落,我们的目标是选用热膨胀系数差别尽可能小的材料来进行焊接组合。但另一方面,即使它们的热膨胀系数十分匹配,因为材料本身的成本可能会太高,或者在生产过程中难以被加工或加工成本太高。例如列车牵引应用中的AlSiC基板。热膨胀系数和衬底几乎相同,因此有更好的热循环特性。但对混合动力车应用因成本过高而很难被接受。
英飞凌通过改进后的Al2O3陶瓷基片技术,在不大幅度增加成本的前提下,同样可以达到混合动力汽车中热循环次数的要求。
通常IGBT模块通过被动温度循环(Thermal Cycling)加速测试焊接可靠性,对于汽车级IGBT,英飞凌定义更严酷的热冲击试验(TST,Thermal Shock Test),相对TC试验有更大的温度变化范围,-40℃~+125℃,1000次循环(普通工业模块TST只需50次)。
按照英飞凌计算方式,汽车级IGBT模块寿命为工业级2.5倍,为牵引级1/4,可满足汽车全寿命使用无需更换模块要求,又很好地平衡了成本。
机械结构的加强
除了对上述IGBT内部封装工艺的改进,英飞凌汽车级IGBT还对IGBT外壳和接线端子进行了增强,包括温度特性和机械结构特性的加强,以应对汽车严酷的应用环境,例如以下几个方面。
(1)温度特性加强。相较通常工业应用,汽车内IGBT需要承受较高的温度冲击,如果IGBT的外壳材料不够坚固,将会在温度冲击下断裂损坏,英飞凌汽车级IGBT需在热冲击试验-40℃~+125℃ 1000次下完好无损。通过塑料材料和优化的工艺参数,改进后的IGBT外壳可靠性大大增强。
(2)结构特性加强。在HEV中,IGBT震动大大超过普通工业模块,外壳和端子将承受较大的机械冲击,英飞凌汽车级IGBT可以承受超过5g的机械振动和超过30g的机械冲击。
英飞凌汽车级IGBT产品
为满足汽车级应用,英飞凌对推出HEV专用的IGBT模块,包括2款产品:
● HybridPACK1—400A/650V IGBT 6单元,针对电机功率20kW~30kW左右的轻度混合动力汽车;
● HybridPACK2—800A/650V IGBT 6单元,针对电机功率80kW左右的的全混合动力车。
主要的产品特点:
● 6单元IGBT简化逆变器设计;
● 工作结温为150℃,最大节温175℃;
● IGBT技术;
● 改进后的绑定线工艺;
● 改进后的陶瓷基片增加焊接可靠性;
● 6 NTC;
● 改进后的绑定线工艺;
● 改进后的陶瓷基片增加焊接可靠性;
● 直接水冷系统,提升模块散热能力。
结论
随着功率器件在汽车中越来越多地应用,对可靠性提出了更高的要求, 例如本文描述的功率循环和温度循环特性。针对汽车应用,英飞凌推出的汽车级IGBT模块具有高可靠性、长寿命、适中成本的特点,只有在混合动力汽车应用需要专用的功率半导体模块,才能保证核心零部件的可靠性,直接关系着混合动力车的成功与否。
参考文献:
[1]Thoben M,Mainka K,Bayerer R,et al.From vehicle drive cycle to reliability testing of power modules for hybrid vehicle inverter
[2]Graf I, Münzer M N.Semiconductors in hybrid drives applications - A survey lecture
[3]Jadhav V,Volke A.New design consideration of power semiconductors in hybrid electric vehicle
[4]Schütze T.Power and thermal cycling capability
[5]Schütze T.Thermal equivalent circuit models
- 家电智能功率模块单驱动电源方案(10-07)
- IGBT 驱动器提供可靠保护(04-14)
- 各种IGBT 式感应加热电源性能比较(07-20)
- IGBT电力电子装置的应用详解(11-04)
- IGBT及其子器件的四种失效模式比较(06-13)
- IGBT安全工作区的物理概念和超安全工作区工作的失效机理(06-21)