图像处理技术在零件表面破损检测中的设计及应用
单元、可编程控制器(PLC)、显示器和机械部分等组成,其中,摄像头用于取像;LED光源提供稳定的、长效的光源,保证取像质量;可编程控制器(PLC)对测量系统的功能执行予以控制;图像处理单元对数据进行处理、分析,并提供信号输出;显示器显示取像情况和数据分析结果;机械部分支承和实施测量过程中的动作。
测量系统的运行过程和特点
检测装置为一台式仪器,结构很紧凑。从图3的两个示意图可看出,摄像头3固定在摆臂4的一端,其另一端通过枢轴支承在支架7上。安装在机架9一侧的步进电机5,借助同步齿形带6和枢轴上的同步轮可带动摆臂4回转,转动的范围为±150,由布置在机架两侧的二个接近传感器8辅助定位。另外一对光电传感器安放在工件1的入口处两侧,用于确保实施测量前工件在夹具上的准确定位,并接通光源。
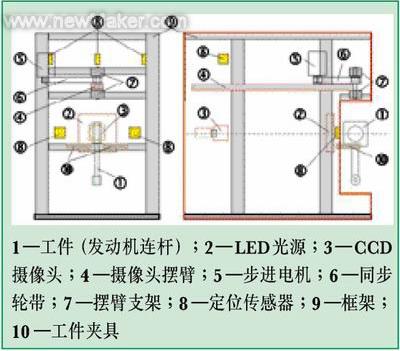
图3 专用检测设备结构简图
连杆结合面破口缺损的测量实例
摄像头,即摆臂的原始状态在偏右的位置(在图2b中的A)。在摆臂驱动机构的带动下,摄像头顺序从右、中、左三个夹角互为150的位置,即A-B-C处分别采样。同时,图2a框图中的图像处理单元通过RS232接口,把摄像头在每个位置连续三次采样的数值结果,传输到可编程控制器PLC进行比较。如果上述连续三次的测得结果都相同,则这个数值被确认为可靠值,随后就存入PLC的堆栈,用于最终对三个方位检测结果比较,并找出其中的最大值。
如果摄像头在每个位置连续三次的检测结果不相同,则需再执行一回连续三次的采样,并对结果做比较。若反复五个循环(15次采样)都无法得到可靠值,则整个检测系统将自动进行复位,摆臂驱动机构带其上所装的摄像头又回到右边的初始位置。与此同时,装置发出“系统故障”的信号。
作为一种表面缺陷测量,上述检测系统具有图像的直观显示与测量结果的分析判断相结合的特点。对于连杆结合面破口缺损的面积检测,通过图像处理中的优化算法将破口影像独立出来,其中破口缺损部分的影像二值化为黑色,其它部分的影像为白色。然后,通过对黑色像素点的统计计算和单位转换,就能得到破口缺损部分的面积大小,进而作出合格与否的判断。至于对破口最大线性长度的检测,乃是利用“边界扫描法”通过沿X方向和Y方向的扫描,找到破口的边界,然后根据对两组平行线所围成的矩形、即包络破口边界的那个矩形的对角线的计算,来确定破口缺损部分的最大线性长度。
每完成一次检测,在显示器上将呈现的测量结果包括:面积CA01、X方向长度CA02、Y方向长度CA03和最大线性长度CA04等4项。然后,根据事先设定的评定指标,对结合面破口缺损的状态作出判断。为方便操作人员在批量生产条件下的使用,机体正面的上部有绿色(合格)指示灯或红色(不合格)指示灯,以更简捷的方式表明被检工件的状态。
图像处理 相关文章:
- 基于IDL的SAR图像处理及质量评估系统(11-08)
- 模糊图像处理解决方案(05-11)
- 东芝基于图像处理的ADAS关键技术盘点(04-23)
- 浅析机器视觉系统优缺点(11-06)
- 高速图像处理系统中DDR2-SDRAM接口的设计(06-23)
- 用于海洋搜救的多DSP图像处理识别系统(04-25)