RFID标签各种测试与测量方法
PVC或PV等新型基材也像越来越高效和微型化的芯片一样被逐步采用。虽然RFID标签种类繁多,其基本结构却是一样的——即微型芯片与电磁耦合单元的线圈或天线相连接。
确保芯片与天线间的可靠固定和接触是实现RFID正常工作的必要条件。常用的方法是把RFID芯片用胶粘接至标签天线;这样一来,一方面实现了导电功能,另一方面,这种粘接方法可以在批量生产中实现产量最大化。每单位部件上小于1毫克的胶通过热压后足可以几秒内在芯片和天线基材之间建立紧密的材料连接。有鉴于此,选择恰当的粘接过程参数显得尤为重要,否则,RFID标签可能无法满足应达到的要求。例如,新型PVC和PC材料对温度升高更加敏感。由此,高温下的固化过程更加复杂。
准备工作:选胶和制程参数
由于必须考虑众多的参数,例如,芯片类型、基材、组装设备、胶粘剂以及对产品的后续要求等,在RFID领域中开发切实可行的粘接方案变得极为困难,其粘接过程也因此远无法做到简单的"即插即用"。基材厂商、胶粘剂供应商和厂房建造商必须紧密合作,以便共同开发出最优化的解决方案。
选胶时不应只考虑粘接强度和良好的耐温耐湿等特性,同时也要确保胶粘剂精确符合全自动生产过程的工艺要求(参见图1)。

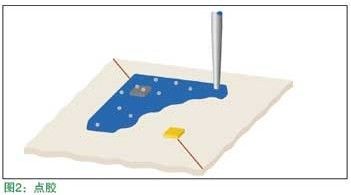
几秒内固化首先,在天线表面的芯片粘接预留位置涂胶(参见图2)。精确并可重复的点胶控制成为了首先需要解决的问题。根据客户要求以及实际使用的设备情况,可以采用多种点胶方式,例如,时间压力控制、丝网印刷或喷射点胶。胶量通常控制在每个部件0.1毫克。为确保粘接到位,点胶量不能太少,但是出于成本考虑,过多的胶量也是需要避免的。
点胶后,通过拾放工具将待粘接芯片置于液态胶上( 参见图3 ) 。为确保芯片定位精确,通常使用定位精度<15 μm的固晶机,当今倒装芯片设备均能实现这种精度。芯片放好后,使用例如纽豹公司的热压设备(参见图4)来固化胶粘剂。在实验室中,通常使用小型机台进行初测以调试各类参数。然而,这种热压方式并不符合

几秒内固化
首先,在天线表面的芯片粘接预留位置涂胶(参见图2)。精确并可重复的点胶控制成为了首先需要解决的问题。根据客户要求以及实际使用的设备情况,可以采用多种点胶方式,例如,时间压力控制、丝网印刷或喷射点胶。胶量通常控制在每个部件0.1毫克。为确保粘接到位,点胶量不能太少,但是出于成本考虑,过多的胶量也是需要避免的。
点胶后,通过拾放工具将待粘接芯片置于液态胶上 ( 参见图3 ) 。为确保芯片定位精确,通常使用定位精度<15 μm的固晶机,当今倒装芯片设备均能实现这种精度。
芯片放好后,使用例如纽豹公司的热压设备(参见图4)来固化胶粘剂。在实验室中,通常使用小型机台进行初测以调试各类参数。然而,这种热压方式并不符合生产线上的实际情况。实验室的固化步骤也必须依据实际操作情况使用热压方式来进行调试;因此,实验室内测得的温度、压力和时间等各类参数可直接用于实际操作设备上使用。
各种测量和测试方法
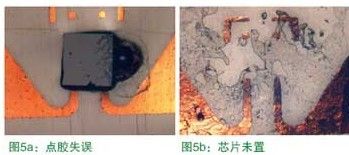
由于粘接件在实际的使用中会受到多种应力考验,我们在实验室内会进行不同的测试以确保粘接质量。常用做法是测试用目前生产设备制作的RFID标签。芯片的定位情况我们可通过视觉系统检测,标签的性能可通过读卡系统来进行测试。图5a和图5b展示了生产过程中通过使用照相机或电脑监控设备所能够避免的一些粘接错误。
除了这些生产设备自带的快速测试方法外,还有更加详细的后续测试方法,用来测试粘接质量。
芯片的剪切力:利用剪切力测试机的刀具从基材上将芯片推离。剪切测试中,胶粘剂、芯片和基材间粘接力的理想数值应不低于25 N/mm2。
胶粘剂的固化程度:可使用DSC分析(差分扫描量热法)来检测胶粘剂在选定的参数范围内是否完全固化(参见图6)。该测试法能够反映出由于固化时间过短或温度过低而出现的异常情况。

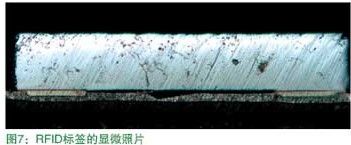
显微照片:芯片和基材的显微照片可显示出芯片及其凸点压入天线的程度(参见图7)。压力不足会导致芯片接触不良,压力太大又会导致芯片或基材破损。
测定读取距离:在本测试中,保持读卡器的功率不变,将待测标签持续远离读卡
- RFID标签测试技术浅析(06-26)
- 无源UHF RFID标签的低成本阻抗匹配网络设计(12-12)
- RFID多标签阅读时防碰撞技术(11-29)
- 纸基RFID包装箱标签天线设计(01-25)
- 基于WiFi和RFID定位技术的电子标签定位算法(01-06)
- 基于FPGA的RFID板级标签设计与实现(12-12)