--激光制导自动跟踪焊接系统
TriCore TC1797的通用输入输出端口可支持的数据率约为296kHz,这表示100×100像素图像的理想帧速率为29.6fps(1字节/像素)。图像应保存在一个10 Kb的阵列中。平均而言,采集图像耗时约200毫秒。
采用大津方法处理图像
采用大津阈值法来处理所采集的图像,以自动计算出在变化不定的照明条件下的最优阈值。利用大津方法,我们尽一切可能找到能最大限度地降低类内方差值(即,两个类的方差的加权总和)的阈值:

权数ωi是被阈值t分隔开的两个类的概率,  是这两个类的方差。
是这两个类的方差。
大津法表明,最大限度地降低类内方差值,等同于最大限度地提高类间方差值:

其中,ωi是类概率,μi是类平均数,相应地,这个值可以迭代更新。这种方法产生了一个简单而又有效的算法:
1. 计算各个亮度条件下的直方图和概率
2. 设置初始ωi(0)和μi(0)
3. 逐一计算所有可能的阈值t = 1 … 最高亮度
1. 更新ωi和μi
2. 计算
4. 对应于最大 的理想阈值。
的理想阈值。
采用上述算法,处理所保存的图像。经处理的图像将保存到另一个10 Kb阵列中。确定最优阈值后,计算出中线(单像素宽线)。下一步是从中线中找到结合点。由此得到的坐标值将被输出至先入先出堆栈。处理每帧图像的平均用时约为65毫秒。
处理前
处理后

先入先出缓冲区
利用先入先出循环缓冲区来保存图像处理模块计算得到的坐标值。然后,伺服电机模块将利用这些坐标值来将焊枪移动至相应的位置。摄像头的初始坐标值是0,而焊枪的初始坐标值则是CIRCULAR_BUF_SIZE-1。根据摄像头与焊枪之间的步数,在汇编时决定先入先出缓冲区的大小。
伺服电机(焊枪移动Y和Z轴)
利用GPTA0和GPTA1中的LTC,生成脉宽调制信号。利用两个HS-5645MG伺服电机来控制焊枪的水平(Y轴)和垂直(Z轴)移动。将根据先入先出缓冲区中保存的坐标值,计算出伺服电机需要移动的距离。
根据先入先出缓冲区中保存的y坐标值,调节伺服电机0(水平方向)。伺服电机0的步数范围是-70至65(移动距离为63毫米)。伺服电机的步长精度为136/63 = 0.46毫米。负值表示朝靠近金属板方向移动,正值表示朝远离金属板方向移动。
伺服电机1(垂直方向)的步数范围是-85至59(移动距离为67.5毫米)。伺服电机的步长精度为67.5/145 = 0.46毫米。负值表示焊枪向下移动,正值表示焊枪向上移动。
通过将金属板放置在已知距离上,并使焊枪移动至图像处理计算得到的坐标值,用实验方法得出映射值,然后计算出平均值。在当前的演示模型中,伺服电机1的步长相当于1.43像素。
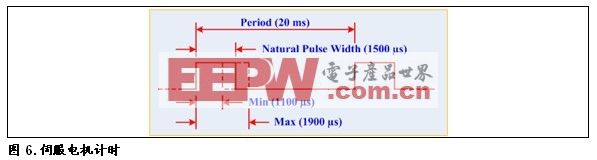
图内文字:
周期(20毫秒)
自然脉宽(1500微秒)
最小(1100微秒)
最大(1900微秒)
英飞凌 微控制器 激光制导自动跟踪焊接系统 相关文章:
- 英飞凌智能终端和移动支付解决方案(12-14)
- 12864液晶显示串行程序(英飞凌xc824)(11-30)
- 英飞凌为最新一代电子护照项目提供安全芯片(09-12)
- 三大电机控制方案之MCU篇:英飞凌 XMC1000(05-17)
- 英飞凌车门模块的驱动策略综述(03-19)
- 利用XC866 8位微控制器实现空调室外机风扇控制(02-18)