--激光制导自动跟踪焊接系统

为了取代诸如桥面焊接等在巨型结构上实施的拱焊接传统工艺,我们推出了采用英飞凌32位微控制器“TriCore TC1797”的自动跟踪焊接系统,以确保焊接施工的精确、高效和安全。
概念
该系统由一个以固定步长(1毫米)在斜坡滑道上移动的模块以及垂直激光束、摄像头和焊枪组成。
每移动一个步长,摄像头就会以待焊接的两片金属板的结合处附近为中心,对垂直激光束拍照。

图内文字:
Laser pointer:激光指针
Process:图像处理算法
FIFO:先入先出缓冲区
Digital camera:数码相机
Welding torch:焊枪
Camera snapshot of ……:结合处的激光束快照
这会在照片上形成1个缺口和2条断开的激光线(A和B),图像处理算法将利用这些数据来计算所需的焊接坐标值(X、Y和Z)。
当模块在移动的同时,图像处理算法也会将计算得到的焊接坐标值保存到一个先入先出(FIFO)缓冲区中。焊接系统将利用该FIFO缓冲区,使焊枪移动至正确的位置。这个过程将不断重复,直至到达滑道末端。
这种方法能够补偿焊接过程中出现的任何位置错误,并且可以在不规则通道上实施焊接。
实现
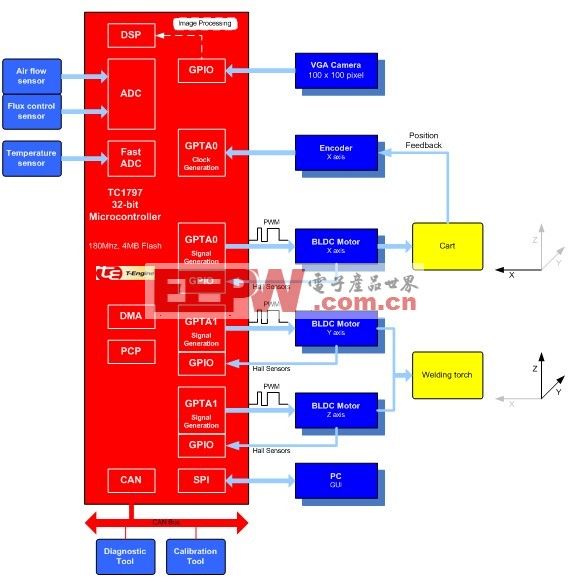
图2. 自动跟踪和焊接管理
图内文字:
air flow sensor:气流传感器
flux control sensor:流量控制传感器
temperature sensor:温度传感器
image processing:图像处理
DSP:数字信号处理器
ADC:模数转换器
Fast ADC:高速模数转换器
TC1797 32bit Microcontroller:TC1797 32位微控制器
DMA:直接存储器存取
PCP:过程控制程序
GPIO:通用输入输出端口
GPTA:通用计时器阵列
Clock generation:时钟脉冲发生器
signal generation:信号发生器
SPI:串行外设接口
CAN bus:CAN总线
Diagnostic tool:诊断工具
calibration tool:校准工具
VGA camera 100x100 pixel:VGA摄像头(100x100像素)
encoder X axis:编码器(X轴)
position feedback:位置反馈
PWM:脉宽调制
BLDC motor X/Y/Z axis:无刷直流电机(X/Y/Z轴)
Cart:小推车
hall sensors:霍尔传感器
welding torch:焊枪
PC GUI:电脑(图形用户界面)
激光指针、摄像头和焊枪都装在小推车上,小推车沿焊接通道移动,焊接通道即为X轴。要精确对准焊接坐标,可以将焊枪放置在Y轴和Z轴上的任何一点。因此,需要3台电机才能实现这一点。
3台无刷直流电机的移动均由通用计时器阵列(GPTA)控制,因为GPTA具备计时器、比较和捕获等功能,可以灵活地组合成为信号测定单元和信号生成单元。这种电机专为执行发动机、变速箱和电机控制应用等典型任务而优化,但也可用于生成其他工业应用所需的简单的及复杂的信号波形。
除此之外,诸如温度传感器、气流传感器等等其他控制传感器也可连接至TC1797的模数转换器,以实现更加精确的控制。
无刷直流电机(推车移动X轴)
在本项目中,无刷直流电机连接至控制推车沿X轴移动的车轮。GPTA0中的LTC用于实现三相整流电机。通用输入输出端口用于输入霍尔传感器输出的信号。利用脉宽调制(PWM)来改变线圈的平均电压,以控制速度。
速度范围设置为0至1(1表示电机全速运行,而0则表示电机停止运行)。
Average voltage across windings controlled by the PWM signal
PWM on high-side of the three-phase complementary pairs
Hall Sensor Outputs
Three-phase BLDC synchronous commutation
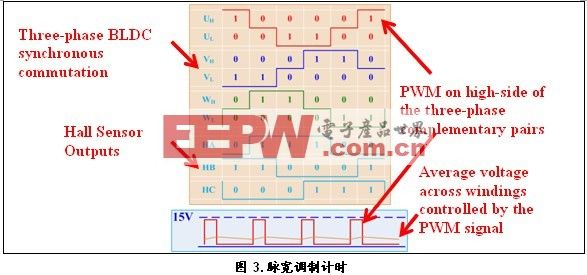
图3. 脉宽调制计时
图内文字:
三相无刷直流电机同步整流
霍尔传感器输出
三相互补对高侧的脉宽调制
脉宽调制信号控制的线圈平均电压
增量式编码器(推车移动距离反馈)
本项目使用了一个Kubler增量式编码器。滤波和预分频单元(FPC)、鉴相逻辑(PDL)和LTC用于测定距离和确定旋转方向。编码器每转输出4096个脉冲,这相当于每转6台无刷直流电机同步整流,无刷直流电机齿轮比为40:1(齿轮每转240次整流)。所连接的车轮的直径为75毫米,车轮周长为235.62毫米(π × d)。也就是说,每次整流的移动距离为0.98毫米。演示模型采用了逆时针方向(CCW)移动,以便摄像头在焊枪前面拍照。
增量式编码器可为无刷直流电机提供反馈,以计算出无刷直流电机和相应的车轮转了多少圈。利用这些数据,可以计算出推车移动了多远距离。

图像采集
摄像头通过通用输入输出端口连接至TC1797,以连接数据和控制并行总线。全局计时器0(GT0)和全局计时器单元0(GTC0)用于生成摄像头主时钟脉冲,以控制摄像头帧速率。
TriCore TC1797的通用输入输出端口可支持的数据率约为296kHz,这表示100×100像素图像的理想帧速率为29.6fps(1字节/像素)。图像应保
英飞凌 微控制器 激光制导自动跟踪焊接系统 相关文章:
- 英飞凌智能终端和移动支付解决方案(12-14)
- 12864液晶显示串行程序(英飞凌xc824)(11-30)
- 英飞凌为最新一代电子护照项目提供安全芯片(09-12)
- 三大电机控制方案之MCU篇:英飞凌 XMC1000(05-17)
- 英飞凌车门模块的驱动策略综述(03-19)
- 利用XC866 8位微控制器实现空调室外机风扇控制(02-18)