高精度双轴伺服太阳能跟踪系统的设计应用
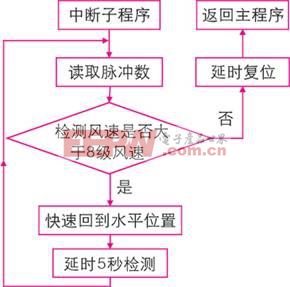
得出日出时间t1和日落时间t2。 (3)控制系统核心部件plc 可编程逻辑控制器plc[6]是太阳能跟踪系统的核心部件,系统采用结构紧凑、配置灵活和指令集强大的欧姆龙公司cp1h-x系列的plc;用户程序包括浮点数运算、定时器、脉冲指令输出等复杂的数学运算以及特殊功能寄存器等指令内容,从而使cx-programmer能够监视输入状态,改变输出状态,以达到控制的目的。另外,选用cp1h不仅能用于独立的太阳能设备跟踪系统控制,特别是对于串、并联的大型光伏太阳能阵列的跟踪系统控制,能发挥plc现场总线的控制优势进行集中控制。 (4)风速传感器模块 为了保护跟踪装置组件不被大风吹坏,设计了大风响应中断子程序。风速达到13m/s时,风速传感器输出脉冲信号,程序进入高速脉冲中断响应子程序,太阳电池板自动放平,停止跟踪,大风过后5分钟快速恢复自动跟踪[7]。风速传感器可以对多个太阳电池方阵进行群控,而且具有可靠性高,抗干扰能力强,使用方便,适合恶劣环境工作等特点。 (5)控制系统硬件电路的设计 实现x-y二维聚光发电伺服跟踪系统控制硬件结构基本配置如下:上位机采用欧姆龙plc、欧姆龙电机及其驱动器。 图1 跟踪系统结构图 在一天的整个过程中,跟踪器获得最优的俯仰角和方位角,电池板接收到最大太阳日辐射量。系统由一台欧姆龙伺服电机和减速机构成方位角转动机构,一台欧姆龙伺服电机和直线导轨构成高度角转动机构。光伏跟踪系统设计采用了开环程序控制方式,避免了偶尔云层遮挡太阳能伺服跟踪系统造成的干扰。首先用一套公式通过上位机plc算 出在给定时间太阳的位置,即实际时刻太阳所在高度角和方位角,再计算出跟踪装置被要求的位置,这个位置乘以相关比例系数得到高度角和方位角电机所需的脉冲数,最后通过电机转动装置达到要求的位置,实现对太阳高度角和方位角的跟踪[8]。跟踪系统结构图如图1所示。 利用逆变器能够将光伏电池产生的直流电转变为交流电,进而直接输送到电网上。在白天有日照的情况下,光伏电池会将大部分的能量输送到电网上,而到了晚上光伏电池装置会自动与电网断开。 本文所设计跟踪调整装置其结构如图2所示。它主要由底座、立轴、横轴、两台伺服电机、传动齿轮副、丝杆导轨等组成。其中伺服电机a驱动传动齿轮副,使传动齿轮副驱动立轴,令其跟踪太阳方位角的变化;伺服电机b驱动丝杠导轨,支撑太阳能电池板绕横轴作俯仰动作,以跟踪太阳高度角的变化。 图2 光伏跟踪系统演示模型 控制系统的实现取决于两方面: ①电机控制部分和驱动部分; ②风速传感器。对于电气控制部分和驱动部分,我们选择相对领域有优势厂商的部件,尤其考虑到运行温度范围和环境。运行温度范围是-25℃到55℃。 [next] 跟踪器的运行状态可传送给监测台。不仅监测还可远程控制达到稳定。在系统的扩展和配置设计中,应遵循以下原则: ①尽可能选择典型电路,为硬件系统的标准化、模块化打下基础。 ②系统的扩展与外围设备配置的水平应充分满足应用系统的功能要求,并留有适当余地,以便进行二次开发。 ③硬件结构应结合应用软件方案一起考虑。 ④系统中相关器件要尽可能做到性能匹配。 系统软件设计 跟踪模式的判断过程完全由软件实现, 灵活度很高, 可以针对不同的地区和不同的气候进行调整,尽量提高光伏电站的发电效率。还可以根据需要,增加光强传感器、风力传感器等多种传感装置。图3为跟踪控制系统程序流程图。 图3 跟踪控制系统程序流程图 风速传感器响应中断子程序是有大风来时,plc接受到风速传感器的高速脉冲,达到规定的脉冲数响应中断,太阳电池板放平以保护电池板组件。图4为大风中断子程序框图。 太阳能电池板有两个自由度, 控制机构将分别对x、y 两方向进行调整。当电池板转到尽头时,由于跟踪装置装了限位触感器,到限位触点时自动切断脉冲输出,电机停止动作,起硬件保护作用。 图4 大风中断子程序流程图 结论 本文介绍了双轴伺服太阳能自动跟踪系统能自动检测昼夜,实时跟踪太阳。以欧姆龙plc作为控制器,计算出太阳的实时位置转化为脉冲发送给伺服驱动器,驱动电机转动跟踪装置跟踪太阳,因此使得该自动跟踪系统的准确性高、可靠性强。即使是在天气变化比较复杂的情况下,系统也能正常工作,提高太阳能的利用效率[9]。如果应用于太阳能电池板,则可将电池板输出的直流电逆变为交流电,直接获取电能,而无需另外输入能量。 作者简介 舒志兵(1965年-) 男南京工业大学运动控制研究所所长,中国人工智能学会智能检测与运动控制技术专委会秘书长,主要从事交流伺服系统、dsp技术、现场总线、数


- 开放数控系统模型的建立及实现(07-24)
- 浅谈高速数控现场总线物理层的研究(12-20)
- 开放式数控系统中IPC与PLC通信技术(12-20)
- 三菱数控系统之现场总线控制技术(12-20)
- 数控系统和台达PLC在某刀具研磨机之项目应用方案(12-19)
- 数控系统智能加工功能在大型精密模具制造中的应用(12-13)