基于增量式PID控制的数控恒流源
时间:02-08
来源:互联网
点击:
,在控制器参数相同的情况下增量式的PID控制算法具有其响应速度更快,超调量更小,优于传统的PID控制。
4 系统的软硬件设计
4.1 软件设计
首先完成系统初始化,给系统变量赋初值,然后进行按键扫描,获取键值,判断设定键,进而进行相应的功能子程序处理。该系统是采用外部中断0来实现实时扫描,使系统进行数值设置。通过外部中断1来实现数值设置值的LED显示。其中LED显示时,每一位显示的间间隔为2 ms。在进行数值采样的时,为了有足够的精度,该系统所采用的采样时间间隔为1 ms,这里也可以根据工作的需要进行自行设定。主程序流程图如图5所示。
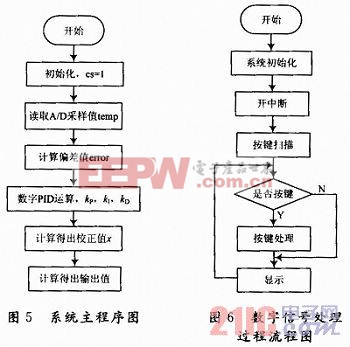
定时器中断实现数字信号处理的整个过程。当中涉及到参数的设定,即校准过程,并且需进行PID控制算法的实现,所以对数字处理这一块会稍微繁琐一些。其流程图如图6所示。
4.2 硬件设计及系统测试
给出本系统几个主要电路图如图7~图9所示。
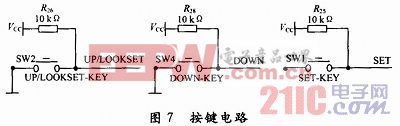

该系统微控制器是采用高性价比AT89S52单片机。D/A转换芯片采用的是10位DAC芯片,A/D转换芯片是采用的美国德州仪器公司生产的8位串行ADC换器芯片。为了能够在实际中验证系统设计的性能采用万用板连接系统各种硬件,经过电路的搭建和程序的烧写得到如图10所示的系统。
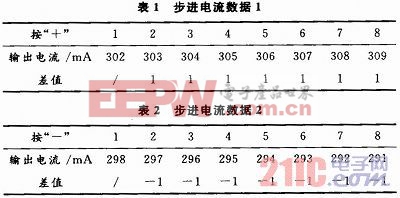
在搭建并调试好系统后,下一步工作就是进行数值测定,测试系统各项性能。数值测定结果如下:
设定电流的300 mA,测得步进电流数据如表1、表2所示。
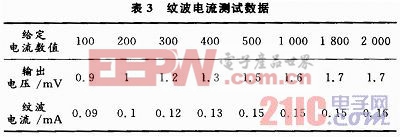
取负载电阻为10 Ω,纹波电流=纹波电压/负载电阻,测试数据如表3所示。
 5 结语
5 结语
对该恒流源模块的测量结果表明,其步进分辨率高,纹波小,并且可以手动输入电流20~2 000 mA之间的数据。可以为各项工程应用提供高稳定度的恒流源。该系统还可采用其他更为先进的控制算法,以求得更好的效果。
- 基于WinCE操作系统的通用USB数控键盘设计(08-05)
- DSP和FPGA在大尺寸激光数控加工系统中的运用(01-01)
- 开放数控系统模型的建立及实现(07-24)
- 基于DSP和FPGA的大尺寸激光数控加工系统(02-21)
- 基于ARM+DSP的嵌入式Linux数控系统设计(11-18)
- 基于S3C44BOX的嵌入式磨削数控系统(06-06)