11站实验型柔性制造系统监控技术的研究
摘要:引入WinCC对11 站式实验型柔性制造系统进行实时监控系统的开发,人机界面生动的模拟了现场工况,操作方便快捷,提高了系统的实验性。文章介绍了系统的网络结构形式和监控系统的开发过程;重点对实时画面控制技术和系统与MES 数据集成技术进行了研究。
关键词:WinCC;实验型;MES;实时监控
Research of 11-stop Experimental Flexible Manufacturing System of Monitoring Technology
Abstract: Real-time monitoring system was developed for the 11-stop experimental flexible manufacturing system by WinCC.The man-machine dialogue vividly simulated real operation scene,which make the the management faster and system more experimental. The article introduced the system's network structure and development process of the monitoring system; Emphasis on the studies of Real-time image control technology and data integration technology between the system and MES.
Keywords: WinCC;Experimental;MES;Real-time Monitoring
随着科学技术的迅猛发展,机电一体化技术的广泛应用,对生产制造系统的要求也越来越高,用户们希望得到友好的人机交互,提高工作效率,减少生产事故的发生,实时监控技术的应用很大程度上帮助用户们解决了这些问题。而在学校,学生们的学习已经不能局限于PLC 电控方面的实验,让他们更多的接触监控组态技术以及上位机系统的操作,对其将来的学习和工作会有很大帮助。
本系统正是一个集监控组态技术、MES和PLC电控与一体的系统,这里主要介绍WinCC监控组态技术在实时监控系统开发中的应用,以及其与MES 系统数据集成。
1 系统的基本架构及工作原理
图1 所示是11 站式实验型柔性制造系统的生产监控结构图,由11 站式实验型柔性制造系统、PLC 控制系统、生产监控系统(MES)和实时监控系统(WinCC)四部分组成,主要完成对11 站式实验平台的实时画面监控和生产数据监控。

2
1.1 11站式实验型柔性制造系统
整个11 站式实验性柔性制造系统可以分为五大站,第一站是供料站,主要为系统提供原料,包括供料单元,供料检测单元,图像检测单元,搬运单元等4 个单元;第二站为加工站,主要是对原料进行加工,包括机械手上下料单元,数控铣床单元等2 个单元;第三站为装配站,主要是对加工好的工件进行装配,包括加工检测单元,机器人单元,成品分装单元等3 个单元;第四站为物流站,主要实现对工件在站站间的搬运及储存功能,包括环形传输系统,条形码识别单元,立体仓储单元等3 个单元。
1.2 PLC控制系统
PLC 控制系统是整个柔性制造系统的控制核心,柔性制造系统的所有单元的运作都是按照PLC 发出的信号和预先设定的程序进行运作。整个系统包含各种传感器,伺服电机,气缸、机器人等。
1.3 生产监控系统
用户可以完成生产任务下达,生产任务调度,并可以详细监视生产任务进度情况、加工质量情况,以及报表功能等。生产监控系统模块(MES)主要包括用户管理、库存管理、生产计划、过程监视、质量管理、统计分析、设备管理等7 个模块,该系统的数据采集功能都是在WinCC 中实现。
1.4 实时监控系统
实时监控系统使用西门子公司开发的WinCC 组态监控软件进行开发,上位机装有CP5611 数据采集卡,通过制作通讯电缆将上位机与S7-300 总站相连,进行通讯。实时监控系统主要给用户提供良好的人机交互界面,便于用户观察生产过程(生产动作画面、生产基本信息等),并提供报警功能等。
2 WinCC实时监控系统的设计与开发
实时监控系统主要完成动作画面监控和生产基本信息监控,以及报警等功能,这里功能模块设计为生产管理、联网监控、报警记录和关于程序四个模块,其中联网监控模块是实时监控系统的核心。
2.1设计原理
(1)建模
WinCC 中有自带的绘图功能,但由于功能较为简单,系统设计中选用Flash 进行建模,导入到WinCC 图形数据库中使用,方便快捷,且效果较佳。
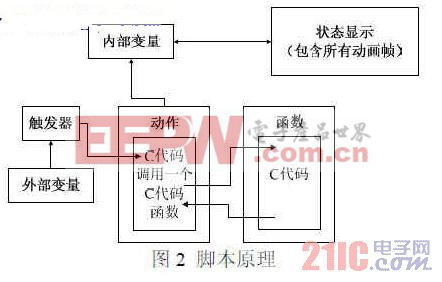
(2)脚本
WinCC 中有丰富的脚本语言(VB、C)及控件等,而系统通过脚本提取外部变量的值,控制内部变量的值即控制帧的状态,来符合外部的实际状态。(如图2 所示)
(3)通讯
监控系统是以西门子PLC 为主控制器,上位采用WINCC 组态软件监控,中间采用S7-300PLC 负责通信功能,下位采用八个S7-200 PLC (CPU 224) 组成分站控制器,通过PROFIBUS-DP
3
现场总线网络实现监控系统的通信,八个独立的执行机构共同组成一套完整的控制系统。WinCC 提供了一个称为SIMATIC S7 Protoco
- linux基础技术(02-09)
- 单片DSP处理器功能系统的SOPC技术设计(01-12)
- TMS320C55x DSP并行处理技术分析与应用(11-22)
- 基于JTAG的DSP外部FLASH在线编程与引导技术(01-22)
- TMS320F2812片内Flash在线烧写技术研究(01-23)
- 军事指挥系统中VxWorks下汉字显示技术(07-16)