基于单片机的高速贴片机控制系统改造设计与实现
引言
随着表面贴装技术(Surface Mounted Technology,SMT)的不断优化及贴片元器件制作工艺的迅速发展,贴片机在电子制造业中的应用日益突出。CM402型高速贴片机是由日本松下公司研发和生产,针对某些特定工件、按特定工序进行批量加工的专用设备。根据笔者为期两周的现场调查和论证,传统CM402型高速贴片机在拼接料生产过程中,若出现拼接料检知停止时,停机扫料的时间将影响到生产效率。通过认真分析该设备的工序流程及阅读其用户手册,可将此拼接料检知、停机扫料程序进行技术改造,并在原有电控系统上利用PVS控制系统替代Timer(计时器),可实现接料不停机控制功能,从而可提升其生产效率。
本文以利用PIC16F628单片机构成PVS控制系统为例,从硬件系统设计和软件系统设计入手,给出了印制电路板图、电路原理图及源代码。
硬件系统设计
该PVS控制系统以PIC16F628单片机为核心,由PIC16F628单片机及其外围元器件、电源模块、继电器模块组成,印制电路板和电路原理图如图1、图2所示。

图1 印制电路板
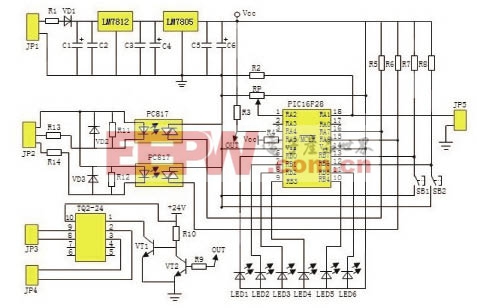
图2 原理图
PIC16F628单片机及其外围元器件
PIC16F628单片机是由Microchip公司生产的PIC系列8位CMOS闪存单片机之一,该系列单片机采用RISC(Reduced Instruction Set Computer)嵌入式结构,具有执行速度高、功耗低、体积小巧、工作电压低、驱动能力强、品种丰富等优越性能。其总线结构采取数据总线和指令线分离独立的哈佛(Harvord)结构,具有很高的流水处理速度。与同类8位单片机相比,程序存储器可节省一半,指令运行速度可以提高4倍左右。PIC16F628单片机封装形式为DIP-18,配合相应程序,该芯片可实现继电器智能控制功能,即配合其他配套电路可构成PVS控制系统,实现CM402型贴片机接料不停机控制功能。JP2为报警信号输入端、JP5为PC机并口解锁信号输入端、SB1、SB2为定时时间调节按钮,LED1~LED6构成定时时间显示电路,单只LED亮表示10s,全部亮表示60s。
电源模块
电源模块设计的质量直接关系到PVS控制系统的稳定性。该控制系统直接利用CM402型贴片机的+24V稳压电源,故采用稳压性能较好的三端稳压集成电路LM7812、LM7805实现两级稳压,为单片机、光电耦合器等元器件提供+5V直流稳压电源。JP1为24V电源输入端,与CM402贴片机相应插座直接连接。
继电器模块
继电器模块由晶体管驱动电路和固态继电器构成。其中VT1、VT2选用C9014型晶体管;欧姆龙TQ2-24V型24V继电器。该模块工作状态由单片机RA4(第3脚)控制,并通过JP3、JP4与CM402型贴片机相应端口相连。
软件系统设计
软件环镜基于MPLAB IDE V8.33,编译器HI-TECH C,仿真器ICD2.0烧写PIC16F628芯片实现CM402型贴片机控制系统改造设计功能。
实现程序如下:
#include
__CONFIG(0X1F3C);
#define ulong unsigned long
#define uint unsigned int
#define uchar unsigned char
#define RD (1)
#define WR (1《1)
#define WREN (1《2)
#define WRERR (1《3)
#define FREE (1《4)
#define CFGS (1《6)
#define EEPGD (1《7)
#define START_READ_EEPROM() EECON1=EECON1|RD
#define START_WRITE_EEPROM() EECON1=EECON1|WR
#define ENABLE_WRITE_EEPROM() EECON1=EECON1|WREN
#define DISABLE_WRITE_EEPROM() EECON1=EECON1(~WREN)
#define SELECT_EEPROM() EECON1=EECON1(~(EEPGD|CFGS))
#define out RA3
uint js=1;
uchar Key_Num = 0x00,Key_Num1 = 0x00; //本次键码
uchar Key_Backup = 0x00,Key_Backup1 = 0x00; //备份键码
uchar key,temp,key1,temp1;
bit Key_Dis_F = 0,Key_Dis_F1 = 0,OFF_ON=0;
uchar ES=1,ES_DATA=1;
bit a;
ulong z=1;
uchar ES_BC_DATA;
void ms(uint b);
void keyscan(void);
char readByte(char addr);
void writeByte(char addr, char data);
void X_Y_IN(void);
void main()
{ TRISB2=0;
TRISB3=0;
TRISB4=0;
TRISB5=0;
TRISA6=0;
TRISA7=0;
RB2=1;
RB3=1;
RB4=1;
RB5=1;
RA6=1;
RA7=1;
TRISB0=1;
TRISB1=1;
RB0=1;
RB1=1;
TRISB6=1;
TRISB7=1;
RB7=1;
RB6=1;
GIE=1;
PEIE=1;
T1CON=0X01;
TMR1IE=1;
TMR1IF=0;
TMR1L=0XEF;
TMR1H=0XD8;
CM0=1;
CM1=0;
CM2=1;
C2OUT=0;
C2INV=1;
TRISA4=0;
RA4=1;
TRISA3=0;
RA3=1;
a=out=1;
ES_BC_DATA=readByte(0x00);
ES_DATA=ES=ES_BC_DATA;
while(1)
{ asm(“clrwdt”);//清看门狗
keyscan();
X_Y_IN();
if((C2OUT==1)(OFF_ON==1)(a==0))
{ ms(4);
if((C2OUT==1)(OFF_ON==1)(a==0))
{ C2OUT=0;
ES_DATA=ES_BC_DATA;
OFF_ON=0;
a=out=1;
z=1;
改造 设计 实现 控制系统 贴片机 单片机 高速 基于 相关文章:
- PROFIBUS总线在MPS改造中的应用(09-12)
- 基于数控技术的铣齿机改造(03-21)
- 伺服系统在横切机电气改造中的解决方案(03-21)
- 基于数控技术的延伸外摆线锥齿轮铣齿机改造(03-17)
- 水工业使用PLC以太网实现对隔河岩电厂LCU改造(03-11)
- PLC在仿型车床改造中的应用(12-02)