自主开发的FF现场总线控制系统典型应用
0引言
随着科学技术的不断进步,工业控制系统正向着开放化、数字化、智能化、分布化和网络化的方向发展。现场总线控制系统FCS即顺应了这一发展方向,正替代着传统的DCS和PLC系统而成为主流的控制系统。另一方面随着工业以太网技术的日趋成熟,FCS也正逐步向工业以太网统一,形成通用的网络化控制系统框架。
为顺应工业控制发展的需要,沈阳自动化研究所从1997年起开始研究基金会现场总线FFH1,2001年起研究基金会高速以太网FFHSE。迄今为止,我所在研究的基础上开发了各种H1智能仪表、H1I/O设备、FFH1/HSE网关设备和HSEI/O设备等,以及各种组态软件、监控软件和OPCServer等。
作为中国科学院知识创新工程项目《多总线集成的分布式工业控制系统》的示范工程,2003年我们对炼焦制气厂的粗苯和精苯车间的控制系统进行了改造,在原有模拟设备和手动控制系统的基础上,应用上位机以及我们自主开发的压力表、网关和I/O设备等组成典型的FCS系统。该工程体现了现场总线控制系统低成本、易维护、易扩展等特点,还提高了企业的控制和管理水平,充分展示了FCS的优越性。
1生产工艺
炼焦制气是典型的连续生产过程。工艺流程一般如图1所示。
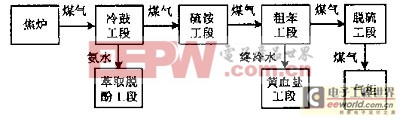
图1炼焦制气工艺流程
从焦炉炭化室出来的荒煤气在冷鼓工段被氨水和冷却水冷却后,温度由700~800?降到25?,由鼓风机送至硫铵工段。在硫铵工段经蒸汽预热后进入喷淋式饱和器的上段喷淋室,脱除氨和酸雾后送往粗苯工段。在脱苯工段经洗苯塔与洗油逆流接触,洗涤煤气中的苯,洗涤后将煤气送去脱硫工段,再经脱硫工段脱硫后送去气柜供城市用气。
我们的FCS涉及到的工艺包括粗苯工段和精苯工段,其中粗苯工段工艺流程包括洗苯系统和脱苯系统,其主要特点是:煤气经两步终冷(温度达到20~25?)和油洗萘后进入3个串联的洗苯塔洗苯,苯蒸馏采用管式炉加热(温度达到180~200?)生产两种苯,脱苯塔取消分缩器代之以回流泵,脱苯塔侧线提取萘溶剂油。精苯工段是对粗苯进行精制,采用连续洗涤、热油进料、连续精馏的工艺。
可见无论粗苯工段还是精苯工段,都需要对各生产工段的煤气或蒸气的压力、流量和温度等进行实时采样,并在允许的范围内对其进行严格控制。因此可以采用FCS实现上述的检测与控制功能。
2系统组成
2.1系统结构
①两台工控机及两个控制柜。粗苯车间与精苯车间各一套,分别位于两楼,之间相隔约200m。工控机作为上位机(Host),控制柜用来安装网关及各种I/O设备。两台工控机分别通过以太网连接到控制柜中的Hub上,两个Hub之间通过以太网连接,实现工控机数据共享。
②精苯工段控制柜中安装4个FFHSEI/O设备,各设备通过以太网连接到Hub上。
③粗苯工段控制柜中安装一个FFHSE/FFH1网关和3个FFH1I/O设备,网关通过以太网连接到Hub上,I/O设备连接到现场总线集线器上。
④粗苯工段现场安装4个FFH1压力变送器,通过安全栅连接到控制柜中的现场总线集线器上,距离约200m。
I/O设备也被称为分布控制单元,具有AI、AO、DI、DO等多路模拟和数字输入输出端口,可以连接各种模拟或数字仪表以及执行器等。各仪表接入I/O要通过安全栅隔离,以实现本质安全。各工段I/O点数为:粗苯工段AI36点,AO6点;精苯工段AI42点。系统结构如图2所示。

图2系统结构
2.2软件组成每台工控机上都运行以下软件:
①Windows2000操作系统;
②自主开发的SIACON-Configurator组态软件,用来下载控制调度;
③自主开发的SiaView监控软件,支持网络分布和OPC标准(作为OPC客户端),并具有完善的历史数据管理,可以连接任意数据库系统;
④SQLServer数据库,用来记录检测点的历史数据;
⑤自主开发的FFH1和FFHSEOPC服务器,每秒钟刷新一次,实现设备的实时数据和历史数据共享以及报警等功能;
⑥HseInit接口软件,作为HSE协议栈为组态软件、监控软件及OPC服务器等上层应用软件提供的API接口。
由于SiaView和OPC支持网络分布,所以无论在哪台工控机上,都可以同时获得粗苯和精苯的采样数据,方便地实现两系统的同时监测与控制。系统所有软件运行的关系结构如图3所示。
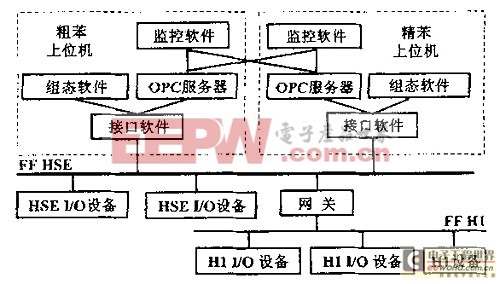
图3系统软件运行关系
3现场总线技术的优越性
粗苯和精苯车间原来的控制系统由各种模拟仪表组成,工人每隔一小时进行一次观测记录,根据观测结果进行手动控制。这种方法人为因素较大,观测不便,误差大,更不符合现代工业控制要求。
我们用FCS对其进行改造后,所有的过程变量都在工控机的屏幕上实时显示,并配有系统工艺流程图,使得监测点一目了然。使用的监控软件还可以记录所有监测点的实时数据和历史数据,画出实
- SHARC DSP与SJA1000的CAN总线接口设计(03-14)
- 现场总线与RS232、RS485的本质区别(12-21)
- 浅析现场总线的应用技术(12-21)
- 如何正确选用现场总线产品(12-21)
- 基于现场总线的加工中心用六轴数控系统(12-21)
- 基于现场总线的PLC控制变频造纸系统(12-21)