基于CC-Link的并条生产系统的研究
作为纺纱过程中的一道工序,并条介于精梳和粗纱之间。其主要任务是:并合、牵伸、混合、成条,将生条进一步加工成熟条,以提高棉条质量。并条工序是决定棉纺产品质量的关键,棉纺并条工序的工艺设备水平状况对棉纺产品的影响,越来越引起国内外棉纺专家的重视。
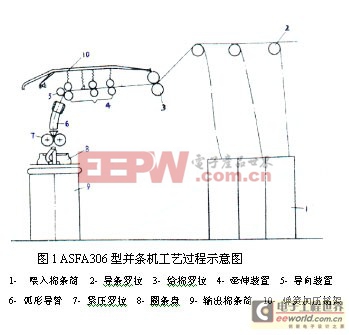
如图1所示为ASFA306型并条机的工艺过程,并条机机后是导条架,下面每侧各放6个或8个喂入棉条筒1,每侧棉条为一组。棉条经由导条罗拉2和给棉罗拉3,进入牵伸装置4,经过牵伸的须条沿前罗拉表面进入弧形导管6,聚拢成条后由紧压罗拉7压紧成光滑紧密的棉条,再由圈条盘8有规律的圈放在输出棉条筒9内。
目前,纺织厂的并条车间都是以人工看管机台为主,生产线的自动化程度很低,而且纺纱车间具有温度高、飞丝多、噪声大等特点,这种恶劣的环境对人的健康很不利,工作也易疲劳。为了提高生产率和产品质量,减轻工人的劳动强度,我院与海安纺机厂合作研制出ASFA-306新型高速并条机,并提出了基于CC-Link总线实现并条生产车间设备的联网,构造并条生产系统以提高生产的自动化程度。
二、CC-Link网络简介
CC-Link(Control&CommunicationLink)是一类基于PLC系统的现场总线,是PLC远程I/O系统向现场总线技术的发展和延伸。CC-Link网络在实时性、分散控制、与智能机器通信、RAS功能等方面具有最新和最高功能,同时,它可以与各种现场机器制造厂家的产品相连,为用户提供各厂商设备的使用环境。该网络满足了用户对开放结构与可靠性的严格要求,它具有如下特点:
◆CC-Link网络可以形成高速度及远距离的应用组态,使其能适应网络的多样性,
在速率为156bps时,通信距离可达1200米加中继器后,通信距离更远;
◆采用普通屏蔽双绞线,大大降低接线成本,抗干扰能力强;
◆具备自动在线恢复功能,待机主控功能,切断从站功能,确认连接状态功能及
测试和诊断功能,因此,可以构成具有高可靠性的网络。
◆在CC-Link系统中可以连接下述三种远程元件:
远程I/O—仅仅处理开关量的现场元件,例如数字式I/O或气动阀。
远程装置—能处理开关量和数字量的现场元件,例如模拟量I/O、MELSEC-FX系列PLC。
智能化远程—具有CPU并且能与主站和其它站通讯的现场元件,例如个人电脑。
基于CC-Link的上述特点,我们选定CC-Link作为并条生产系统的现场总线。
三、系统硬件结构设计
1.系统配置
并条工序通常分为头道并条和二道并条,其中1#、3#、5#并条机完成头道并条,2#、4#、6#并条机完成二道并条,八节并条机的生产车间的布局如图2所示。
对应每台并条机有阀岛控制的操作机进行换空筒和推满筒操作。1#、2#传送带用以传送备用空筒,由变频器控制其启停等操作。3#传送带用以传送加工完到下一道工序的满筒,因其一直在动作,故直接由主站扩展的输出模块通过接触器来控制。
并条生产系统的组成为:1个主通信控制站,8节FX2N系列PLC控制的并条机作为远程装置站,4个用于传感器信号输入的远程I/O模块,1个用于故障指示的远程I/O模块,8个控制操作机完成换筒操作的阀岛,1个人机界面,1台变频器以及1台个人电脑,所有这些模块都挂在CC-Link总线上。系统连线框图如图3所示。


配置如下:
主通信控制站:A1SJHCPU+A1SJ61BT11,设为0#站;
远程装置站:FX2NPLC+FX2N-32CCL,占用2个站;
远程I/O模块:AJ65SBTB1-32D,占用1个站;AJ65SBTB1-32T,占用1个站;
FESTO公司CPA阀岛,占用1个站;
人机界面:A985GOT+A8GT-J61BT15,占用1个站;
个人电脑:个人电脑+A80BDE-J61BT,占用4个站;
变频器:FR-A500+FR-A5NC,占用1个站。
2.系统功能
1#远程I/O模块AJ65SBTB1-32D作为10#,20#操作机(推空筒用)上光电传感器以及1#,2#操作机(由阀岛控制)的每个气缸上位置传感器信号的输入(8台并条机共需4个远程输入模块和8个阀岛)。当2#并条机(由FX2NPLC控制)的喂入棉条筒出现空筒时,由人工将1#并条机的输出棉条筒搬运来替换空筒,并将空筒搬到2#传送带(由变频器控制)上任意位置处。20#操作机上光电传感器检测到前方没有空筒时,则以一定频率启动变频器,带动2#传送带运转,使空筒到位;否则,传送带停止。远程I/O模块AJ65SBTB1-32T接有11盏指示灯,作为1-8#操作机和1-3#传送带的现场故障显示。人机界面放置于车间现场,可以随时监视整个车间的运行情况,当发生故障时,分别有相应的指示灯加以显示,并且可以控制整个系统的启停。同时,可在人机界面上设定变频器的启动频率和加速时间,并可以对其运行频率和输出电压进行监视。个人电脑放置于车间控制室内,通过CC-Link接口板A80BDE-J61BT13连入系统,作为系统中的一个智能站,对车间的生产产量及并条机上各种故障进行实时监控和统计,统计结果以报表(包括日报表、月报表和故障报表)形式输出。
- CC-LINK网络参数设置详解(12-19)
- CC-Link IE简介(12-19)
- CC-Link连接马自达产线机器人工作站发挥关键作用(12-19)
- 详解CC-Link现场总线(12-19)
- CC-Link现场总线及应用实例(12-16)
- 三菱CC-Link总线的应用实例(12-16)