基于现场总线的连铸机控制系统
近年来,钢铁行业竞争日渐激烈,而企业只有不断进行技术改造,提高产品质量,降低生产成本,才能获得进一步的发展。宣钢为适应市场需要,新建了两台机型一致的六机六流连铸机,并在随后的升级改造中,进行了连铸机的增流改造,目前单机年生产能力已超百万吨。本文主要介绍了两台连铸机改造后的自动化系统的网络结构,总线布局及主要功能。
2概述
宣钢炼钢厂4#、5#连铸机是宣钢的重点工程项目,其自动化控制水平已达到国内先进水平,系统采用目前流行的三电一体化设计,大量使用现场总线技术,自动化系统软硬件以RockwellAutomation的产品为主,构成三级网络结构,实现连铸机的生产的自动控制和生产调度指挥、产品质量控制。
系统网络结构如图1:
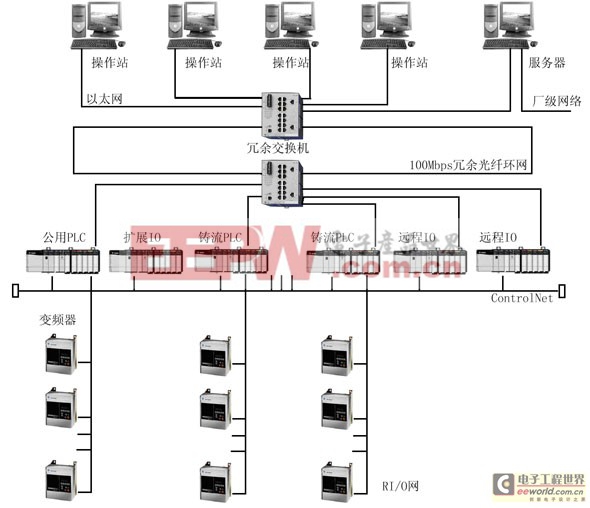
图1控制系统网络结构图
从上图可以看出,连铸机的自动化系统考虑了实际应用的需要,充分利用软硬件的资源特点,构建三层网络结构,即信息层,控制层,设备层。
2.1信息层
信息层要为连铸机本体的操作、维护及厂级计算机系统提供网络接口,访问车间级的生产及管理数据,为全厂范围内控制系统的数据汇集、监视提供服务,并接受生产调度指令,协调全厂生产。这一层的特点是数据量较大,但对实时性无过高要求,同时为便于不同厂商的PLC及计算机系统的互联,进行必要的控制和协调,因而采用符合公共标准的TCP/IP协议的100Mbps速率以太网。
考虑到工业控制对可靠性的要求和工业现场的恶劣环境,以太网采用冗余光线环网构成,两台工业级以太网交换机具备冗余管理功能。连铸机的一台服务器、四台操作站通过以太网卡接入网络,PLC系统每个安装有CPU模块的框架通过以太网接口模块接入。
2.2控制层
控制层负责在公用PLC系统、各铸流PLC系统及远程FlexI/O之间进行控制数据的传递、交换,协调控制,并且提供网络编程、程序维护、设备组态、故障排除等功能。
这一层的网络不仅要求稳定可靠的连接,而且要确保信息传递的实时性。ControlNet采用总线拓扑结构,通讯速率5Mbps,其特色在于ControlNet是确定性的,这也就意味着网络上的I/O设备和控制器都是在预定的时刻进行通讯的。ControlNet中的每一个部件都已经在组态时提前确定好了通讯时刻和时长,因此它非常稳定和可靠,特别适用于对时间要求较高的工业应用。同时为确保通讯不会出现中断,在这一层我们使用了冗余的通讯介质来进一步提高可靠性。
2.3设备层
设备层主要用于将主线传动设备,即变频器、软启动器直接连接到所属的PLC系统中,不再通过传统的数字、模拟量连接来实现控制,这样做不仅方便而快速,还可以采集现场设备的数据,对其进行配置、监视和实时控制。这一层采用RemoteIO网。
三层网络结构使得可以根据连铸机系统的具体应用要求选择合适的通讯方式,这种网络架构不仅提供了EtherNet/IP、ControlNet、RemoteIO网络连接,还包含了面向自动控制而优化的高级软件接口,以保证高效的数据传输。
3.系统组成及功能
3.1硬件配置
每台连铸机自动化系统硬件主要由9套RockwellAutomation公司的ControlLogix系列PLC、4台操作站、1台服务器以及远程FlexI/O站组成,传动系统中主生产线设备全部由矢量变频器驱动,水泵使用软启动器,辅助传动设备由MCC控制。仪表系统主要由钢水快速及连续测温系统、大包、中包称重系统、结晶器液面监测及调节系统、结晶器水、二冷水流量检测及调节系统组成。
连铸机公共系统采用一套带扩展机架的PLC系统,用于连铸机本体台上及出坯部分共用设备的检测控制,PLC系统每铸流一套,用于本铸流系统的监测、控制。操作站布置在主控室、切割操作室用于对连铸机设备进行监视、操作、处理报警信息以及必要的人为干预。服务器用于收集生产数据,并进行处理、保存、传输。
3.2系统功能
连铸机自动化系统采用三电一体化设计,所有电控、仪控信号均接入PLC,安装在现场的热电阻、变送器、流量计及其它检测仪表采集仪表数据,开关、限位等设备收集工艺生产过程数据和设备运行状态,所有数据汇入PLC系统,再结合来自上位操作站的指令,按预先设定程序实现过程回路调节,电气设备顺序控制和传动设备控制。
3.2.1仪表系统
仪表检测主要包括大、中包钢水温度快速及连续测量,大、中包钢水重量测量,结晶器水压力、流量、进出口温差测量,二次冷却水压力、各段流量测量、调节。为了降低操作工人的劳动强度,提高钢坯质量,连铸机还采集结晶器钢水液位,通过电动缸调节中包塞棒开度,使钢水液位保持稳定。
二次冷却水配水系统具有手动和自动控制功能,内容包括水量分配、水表设定、跟踪调节、配水修正量调节、水流量、压力、温度及阀位的显示。PLC实现现场数据采集、跟踪调节,操作站完成水表的设定、水流量的显示和数据记录、数据打印和统计功能。
手动、自动控制:每流分四段配水,即足辊段、一段、二段、三段,每段设手动/自动转换功能。手动方式时,工作人员通过操作站画面上直接设定调节阀阀门开度来改变水量大小;自动方式下,系统将按预先选好的水表根据拉速的快慢自动调节水量,在浇铸过程中,可根据钢坯温度随时修正给水量。二冷水调节流程图如图2所示。
- SHARC DSP与SJA1000的CAN总线接口设计(03-14)
- 现场总线与RS232、RS485的本质区别(12-21)
- 浅析现场总线的应用技术(12-21)
- 如何正确选用现场总线产品(12-21)
- 基于现场总线的加工中心用六轴数控系统(12-21)
- 基于现场总线的PLC控制变频造纸系统(12-21)