9E级燃机现场总线控制系统设计
波特率 (kbit/s) 9.6 19.2 45.45 93.75 187.5 500 1500 长度/段 1200m 1200m 1200m 1200m 1000m 400m 200m
如果在当前波特率下,从站设备的距离超过上述最大长度时,可考虑通过光缆进行通讯距离的延长。
总线示意图见附件:
6、人机界面的配置
每台机组设3套操作员站,1套工程师站,1套SIS接口站。辅助车间集中控制系统设3套操作员站,1套工程师站,1套SIS接口站。
操作员站为全功能站,操作画面矢量缩放,任何显示和控制功能均能在任一操作员站上完成。画面数据刷新周期0.1s。
工程师站除用于程序开发、系统诊断、控制系统组态、数据库和画面的编辑及修改外,还安装有NT6000 Process Device Manager智能设备管理软件,对通过Profibus总线连接的现场设备进行维护和管理,并通过该软件,将所有设备信息传送至所有操作员站和管理信息系统。
7、与SPEEDTRONIC Mark Vie的通讯
燃机采用SPEEDTRONIC Mark Vie控制,NT6000通过GSM协议与燃机控制系统SPEEDTRONIC Mark Vie通讯。NT6000系统的GEGSM接口软件负责实现与GE的GSM通讯。GEGSM接口软件通过Ethernet TCI/IP GSM协议,取得GE Mark VI控制系统的实时数据和事件、报警等到数据,同时对外提供OPC或DDE数据服务。为适就系统如工程单位转换等需要,接口软件中集成了一般数据运算功能,如:加、减、乘、除、开方等。DCS系统与Mark VI控制系统的数据交换示意图如下: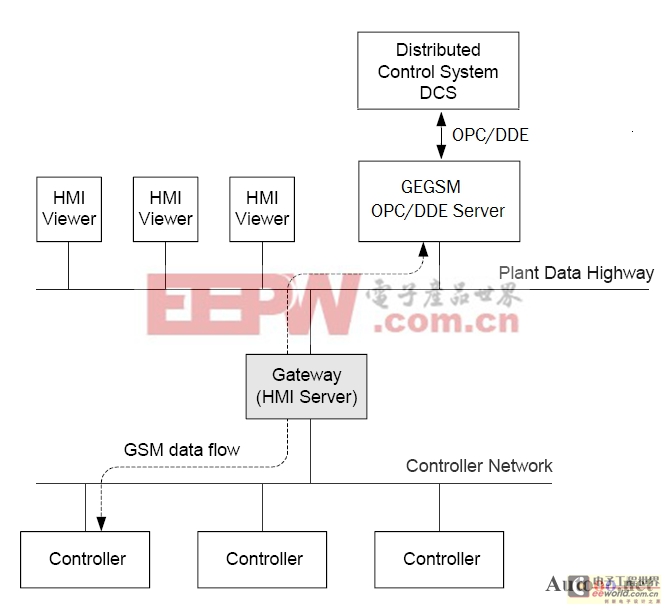
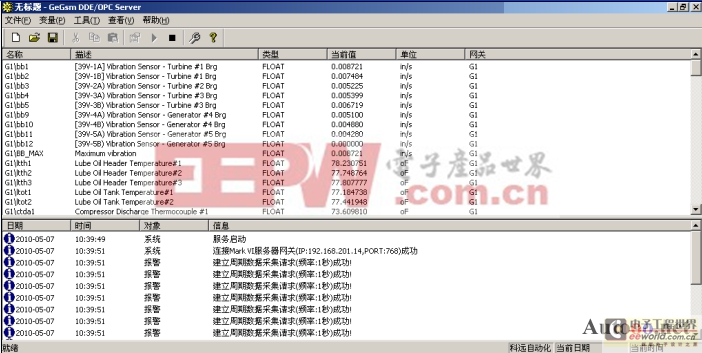
GEGSM DDE/OPC Server程序运行界面
通过GSGSM OPC/DDE Servers接口软件解决了DCS不能直接与非标准协议GSM通讯的难点,为实现联合循环机组监控信息一体化奠定了基础。
- SHARC DSP与SJA1000的CAN总线接口设计(03-14)
- 现场总线与RS232、RS485的本质区别(12-21)
- 浅析现场总线的应用技术(12-21)
- 如何正确选用现场总线产品(12-21)
- 基于现场总线的加工中心用六轴数控系统(12-21)
- 基于现场总线的PLC控制变频造纸系统(12-21)