多点定位测试仪数控系统技术开发
时间:03-18
来源:互联网
点击:
1.多点定位测试仪控制系统技术要求
“多点定位测试仪”是用于特殊加工行业的测试仪器,其工作要求如下:
①能实现多点定位,第1代产品要求能够实现10点定位;以后能够扩展定位点数。
②“定位距离”,“定位速度”能够任意设定,定位精度0.01mm。
③能够任意选择“定位点”;
④能够任意设定“测试次数”
⑤能够实现点动,手轮,自动一键启停,紧急停止,中断运行等功能。
2.控制系统的基本配置
2.1控制系统的构成:
根据“多点定位测试仪”的技术要求,经过综合分析,决定其控制系统的构成如图1:
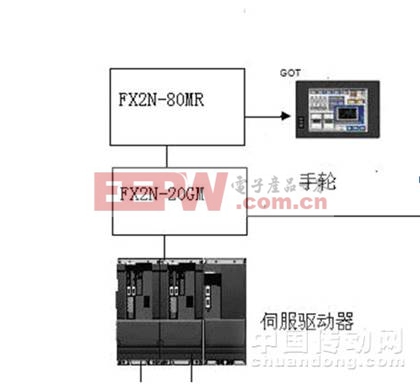
2.2控制系统各部分的功能
①以FX2N-20GM2轴定位单元+MR-J2S3伺服系统为核心构成运动定位系统。FX2N-20GM2轴定位单元可以控制2伺服轴做插补运行或独立运行。
②FX2N-20GM2轴定位单元可以连接手轮实现手动精确定位。
③主控系统采用FX2N-80MR,该控制器主要控制“多点定位测试仪”的输入输出信号,并且作为与触摸屏(以下简称GOT)的链接界面。同时用PLC与定位控制单元FX2N-20GM通信,实现对定位单元FX2N-20GM的控制。
④用GOT做操作界面,在GOT上可以实现对“定位距离”,“定位速度”的设置。同时可以对“定位位置”进行选择。可以任意设定“循环次数”。
3.多点定位测试仪运动逻辑分析及运动程序开发
3.1多点定位测试仪的定位运动要求
多点定位测试仪的定位运动要求如下:
定位点共有10点,如图2:
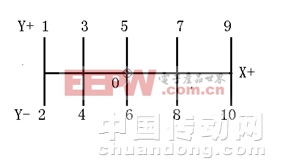
图2. 多点定位测试仪的定位运动示意图
测试仪的工作要求是能够从“当前点位”向“任一点位”运行。而且循环次数可以任意设定。
3.2对运动逻辑的分析:
测试仪的定位点共有10点,工作台可能定位在任意一点,如果要求从“当前点位”向“任一点位”运行,则可能有9种运动路径选择,如果加上“同号选择”判断,整个系统就有10*10=100种运动路径选择,这意味着运动程序至少要100个判断条件+90条运动流程。这样的运动程序就太复杂了。
能不能简化其运动程序呢?
仔细分析测试仪的工作台运动方式:从“当前点位”到“下一点位”都要先回到Y0位置,再沿“X”轴运行,根据选择的条件,向“下一点位”运行。
这样如图2所示在X轴上设置一原点,不管工作台当前定位在任一点位上,当指令其向“下一点位”运动时都先执行“回原点”动作,再从原点向“下一点位”运动。这样全部运动流程就可以从90条简化为9条,这样就可以大大简化运动程序的编制,提高了程序安全系数。由于原点选择在中间位置,从统计学的角度来看,对工作效率影响不多。
3.3运动程序的编制
三菱定位单元FX2N-20GM是一个可以独立做运动控制的数控系统。
其运动程序可以用编程器编制,也可以用专用软件编制。编制运动程序的专用指令类似于通用的G代码指令。
3.3.1专用指令型运动程序
应用FX2N-20GM专用的运动指令编制的部分“定位运动程序”如下:
运动程序 (运动流程选择部分)
N1 LD M701-----------选择条件:如果选择1#位
N2 FNC00(P1)-----------跳跃至“P1”指针程序段
(………….)
N22 LD M710-----------选择条件:如果选择10#位
N23 FNC00(P10) -----------跳跃至“P10”指针程序段
……….
N30 P1---------------------回1#位程序段
N31 cod00 Y0 f2000-----------回到“Y轴原点”
N32 cod00 X0 f2000---------- 回到“X轴原点”
N33 cod00 xD106 fxD108;---- ---回到1#位“X位置”处
(X位置用D106设置,运行速度用D108设置)
N34 cod00 yD110 fyD112; ---- ---回到1#位“Y位置”处
(Y位置用D110设置,运行速度用D112设置)
N35 M02(END)-----程序结束
3.3.2应用专用编程软件“FXVPS”编制的运动程序:
专用编程软件“FXVPS”是专门用于FX2N-20GM的图形式编程软件,具有运动流程构建方便清楚、特别易于构建多流程运动程序,易于设定参数,方便调试及监控等特点。
构建“运动程序”前,必须反复了解客户要求,大处着眼,先构建好“运动流程”。然后再细化小节部分。不能先做小节再做流程。

图3 运动流程
3.定位单元FX2N-20GM与PLC的联机通信
4.1定位单元FX2N-20GM与PLC的联机通信的专用指令及PLC程序
三菱定位单元FX2N-20GM的另一特点是可以与三菱PLC联机使用,通过使用PLC控制器与FX2N-20GM的通信功能,在PLC控制器一侧编制相关的控制程序实现工作模式选择,发出程序启动指令,设置定位距离、定位速度,循环次数等数据,以实现系统更柔性化的控制。在本控制系统中,就是采用了“PLC+FX2N-20GM”工作模式。其PLC与“FX2N-20GM”之间的通信程序就是整个PLC程序的关键。
PLC与“FX2N-20GM”之间进行通信主要是通过PLC的“FROM”,“TO”指令进行。
“FROM”指令-----其功能是将“FX2N-20GM”中的信息读到“PLC”中。
“TO”指令-----其功能是将“PLC”中的信息写入“FX2N-20GM”
图4是PLC程序中的通信部分:
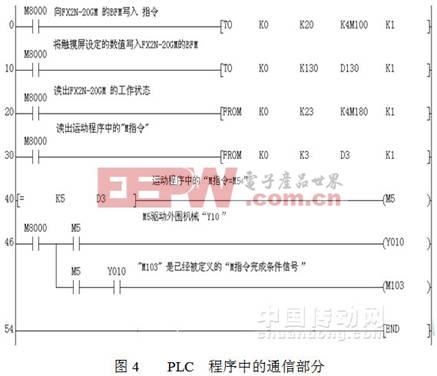
图4中程序第0步是向FX2N-20GM中的“缓冲存储器BFM”写入指令。第10步是向FX2N-20GM中的“缓冲存储器BFM”写入在触摸屏上设定的数值。(图3中的D130)。第20步是读出FX2N-20GM中的“缓冲存储器BFM”表示控制器工作状态的信息。第30步是读出FX2N-20GM中的“缓冲存储器BFM”表示M指令的信息。
5.调试期间的问题及解决
M指令的使用
FX2N-20GM同常规的数控系统一样,也提供了M指令功能。用以控制外围设备的动作。在运动程序中发出的“M指令”存放在其“缓冲存储器BFM--#3”中,通过PLC的FROM指令可以将其读出图4中第30步是读出FX2N-20GM中的“缓冲存储器BFM”表示M指令的信息。第46步是用M指令驱动外围设备Y10。
使用M指令的关键是确定其“完成条件”------即M指令所驱动的对象动作是否执行完成。用“完成条件”启动“M指令完成信号”。运动程序才能进入下一行。图4第46步是用M指令驱动外围设备Y10后,用“M5+Y10”驱动
M103,M103就是本程序中规定的“M指令完成信号”
在调试过程中,经常遇到执行M指令后,停在“当前行”,不能进入下一行,其关键就是在相关的PLC程序中没有驱动“M指令完成信号”。
6.结语:
本控制系统经客户使用一年,运行效果良好。满足客户各运行功能要求
“多点定位测试仪”是用于特殊加工行业的测试仪器,其工作要求如下:
①能实现多点定位,第1代产品要求能够实现10点定位;以后能够扩展定位点数。
②“定位距离”,“定位速度”能够任意设定,定位精度0.01mm。
③能够任意选择“定位点”;
④能够任意设定“测试次数”
⑤能够实现点动,手轮,自动一键启停,紧急停止,中断运行等功能。
2.控制系统的基本配置
2.1控制系统的构成:
根据“多点定位测试仪”的技术要求,经过综合分析,决定其控制系统的构成如图1:
2.2控制系统各部分的功能
①以FX2N-20GM2轴定位单元+MR-J2S3伺服系统为核心构成运动定位系统。FX2N-20GM2轴定位单元可以控制2伺服轴做插补运行或独立运行。
②FX2N-20GM2轴定位单元可以连接手轮实现手动精确定位。
③主控系统采用FX2N-80MR,该控制器主要控制“多点定位测试仪”的输入输出信号,并且作为与触摸屏(以下简称GOT)的链接界面。同时用PLC与定位控制单元FX2N-20GM通信,实现对定位单元FX2N-20GM的控制。
④用GOT做操作界面,在GOT上可以实现对“定位距离”,“定位速度”的设置。同时可以对“定位位置”进行选择。可以任意设定“循环次数”。
3.多点定位测试仪运动逻辑分析及运动程序开发
3.1多点定位测试仪的定位运动要求
多点定位测试仪的定位运动要求如下:
定位点共有10点,如图2:
图2. 多点定位测试仪的定位运动示意图
测试仪的工作要求是能够从“当前点位”向“任一点位”运行。而且循环次数可以任意设定。
3.2对运动逻辑的分析:
测试仪的定位点共有10点,工作台可能定位在任意一点,如果要求从“当前点位”向“任一点位”运行,则可能有9种运动路径选择,如果加上“同号选择”判断,整个系统就有10*10=100种运动路径选择,这意味着运动程序至少要100个判断条件+90条运动流程。这样的运动程序就太复杂了。
能不能简化其运动程序呢?
仔细分析测试仪的工作台运动方式:从“当前点位”到“下一点位”都要先回到Y0位置,再沿“X”轴运行,根据选择的条件,向“下一点位”运行。
这样如图2所示在X轴上设置一原点,不管工作台当前定位在任一点位上,当指令其向“下一点位”运动时都先执行“回原点”动作,再从原点向“下一点位”运动。这样全部运动流程就可以从90条简化为9条,这样就可以大大简化运动程序的编制,提高了程序安全系数。由于原点选择在中间位置,从统计学的角度来看,对工作效率影响不多。
3.3运动程序的编制
三菱定位单元FX2N-20GM是一个可以独立做运动控制的数控系统。
其运动程序可以用编程器编制,也可以用专用软件编制。编制运动程序的专用指令类似于通用的G代码指令。
3.3.1专用指令型运动程序
应用FX2N-20GM专用的运动指令编制的部分“定位运动程序”如下:
运动程序 (运动流程选择部分)
N1 LD M701-----------选择条件:如果选择1#位
N2 FNC00(P1)-----------跳跃至“P1”指针程序段
(………….)
N22 LD M710-----------选择条件:如果选择10#位
N23 FNC00(P10) -----------跳跃至“P10”指针程序段
……….
N30 P1---------------------回1#位程序段
N31 cod00 Y0 f2000-----------回到“Y轴原点”
N32 cod00 X0 f2000---------- 回到“X轴原点”
N33 cod00 xD106 fxD108;---- ---回到1#位“X位置”处
(X位置用D106设置,运行速度用D108设置)
N34 cod00 yD110 fyD112; ---- ---回到1#位“Y位置”处
(Y位置用D110设置,运行速度用D112设置)
N35 M02(END)-----程序结束
3.3.2应用专用编程软件“FXVPS”编制的运动程序:
专用编程软件“FXVPS”是专门用于FX2N-20GM的图形式编程软件,具有运动流程构建方便清楚、特别易于构建多流程运动程序,易于设定参数,方便调试及监控等特点。
构建“运动程序”前,必须反复了解客户要求,大处着眼,先构建好“运动流程”。然后再细化小节部分。不能先做小节再做流程。
图3 运动流程
3.定位单元FX2N-20GM与PLC的联机通信
4.1定位单元FX2N-20GM与PLC的联机通信的专用指令及PLC程序
三菱定位单元FX2N-20GM的另一特点是可以与三菱PLC联机使用,通过使用PLC控制器与FX2N-20GM的通信功能,在PLC控制器一侧编制相关的控制程序实现工作模式选择,发出程序启动指令,设置定位距离、定位速度,循环次数等数据,以实现系统更柔性化的控制。在本控制系统中,就是采用了“PLC+FX2N-20GM”工作模式。其PLC与“FX2N-20GM”之间的通信程序就是整个PLC程序的关键。
PLC与“FX2N-20GM”之间进行通信主要是通过PLC的“FROM”,“TO”指令进行。
“FROM”指令-----其功能是将“FX2N-20GM”中的信息读到“PLC”中。
“TO”指令-----其功能是将“PLC”中的信息写入“FX2N-20GM”
图4是PLC程序中的通信部分:
图4中程序第0步是向FX2N-20GM中的“缓冲存储器BFM”写入指令。第10步是向FX2N-20GM中的“缓冲存储器BFM”写入在触摸屏上设定的数值。(图3中的D130)。第20步是读出FX2N-20GM中的“缓冲存储器BFM”表示控制器工作状态的信息。第30步是读出FX2N-20GM中的“缓冲存储器BFM”表示M指令的信息。
5.调试期间的问题及解决
M指令的使用
FX2N-20GM同常规的数控系统一样,也提供了M指令功能。用以控制外围设备的动作。在运动程序中发出的“M指令”存放在其“缓冲存储器BFM--#3”中,通过PLC的FROM指令可以将其读出图4中第30步是读出FX2N-20GM中的“缓冲存储器BFM”表示M指令的信息。第46步是用M指令驱动外围设备Y10。
使用M指令的关键是确定其“完成条件”------即M指令所驱动的对象动作是否执行完成。用“完成条件”启动“M指令完成信号”。运动程序才能进入下一行。图4第46步是用M指令驱动外围设备Y10后,用“M5+Y10”驱动
M103,M103就是本程序中规定的“M指令完成信号”
在调试过程中,经常遇到执行M指令后,停在“当前行”,不能进入下一行,其关键就是在相关的PLC程序中没有驱动“M指令完成信号”。
6.结语:
本控制系统经客户使用一年,运行效果良好。满足客户各运行功能要求
- 开放数控系统模型的建立及实现(07-24)
- 浅谈高速数控现场总线物理层的研究(12-20)
- 开放式数控系统中IPC与PLC通信技术(12-20)
- 三菱数控系统之现场总线控制技术(12-20)
- 数控系统和台达PLC在某刀具研磨机之项目应用方案(12-19)
- 数控系统智能加工功能在大型精密模具制造中的应用(12-13)