双重冗余工业以太网在阳极焙烧系统中的应用
时间:12-07
来源:互联网
点击:
随着全球经济发展和环保意识的提高,对耗电及环境污染极大的铝行业提出了更高的要求.为提高铝电解的技术指标、降低能耗,改善铝电解烟气中氟对环境的污染,最终达到经济效益增长的目的,应运产生了预焙阳极电解技术,该技术使电解槽具备了向大型化发展的条件.而预焙阳极生产是该技术中基础环节,预焙阳极生产工艺、生产装备和制品质量,直接决定着电解铝的质量、成本和效益。
作为预焙阳极生产焙烧工序中的关键设备,不仅投资约占阳极总投资的30%,而且也是影响产品质量、能耗和环境的重要环节.随着科学技术发展焙烧炉建造的材料及技术日趋成熟,我国目前已完全能建造性能良好的焙烧炉E2J.
但是,目前世界上还没有成熟的焙烧炉控制系统,最先进的技术是法国A.P公司的阳极焙烧控制系统.我国大型铝厂的阳极焙烧炉一般采用敞开式焙烧炉,基本上仍处于日轻焙烧炉的技术水平上,能耗高,生产能力低下、炉温控制精度偏低、烟气排量大。在国家有关“走新型工业化道路的方向,以信息化带动工业化,以工业化促进信息化,增强自主创新能力”的要求下,铝行业各企业积极开展阳极炭素焙烧技术改造工作.
1阳极炭素焙烧系统
1.1阳极炭素焙烧系统构成及其功能
阳极炭素焙烧系统主要由生块编组系统、重油系统、窑炉焙烧系统、熟块解组系统及烟气净化系统构成.生块编组系统是将成型车间制造且已压制成型的阳极生炭块通过链式输送机、辊式输送机输送至编组站进行编组,编成正反(炭碗)相间的组,供天车装炉;重油系统是将油库或油车中重油输送到重油储罐,并对重油储罐进行保温、压力及液位控制,再将任意一个重油储罐中重油通过重油泵以一定压力和流量注入焙烧车间重油运输管道,输送到焙烧炉面出油口,供燃烧架系统使用;窑炉焙烧系统包括燃烧架系统及排烟架系统2部分,燃烧架系统是将重油系统送来的重油,经过增压泵提高重油压力,并通过电加热器及电拌热装置保持重油温度在一定范围之内,再将增压后重油送人燃烧架的燃烧器,按升温曲线要求通过控制器控制电磁脉冲阀喷射频率将重油喷人炉室,经过燃烧使阳极炭块按预定温升曲线升温,以使生块中粘结用沥青及其成分渗出,炭块中伴随着发生相应物理化学反应,使炭块的性能达到电解阳极要求.排烟架系统是通过利用燃烧后烟气余热使生块按预定升温曲线预热,使生块在规定时问内达到焙烧初始温度,并控制烟气的压力及电动阀开度使重油能充分燃烧;熟块解组系统是将已完成规定时间焙烧的阳极熟炭块通过链式输送机输送至解组站进行解组,再通过辊式输送机运送至成品库;烟气净化系统将焙烧炉产生燃烧后烟气经过地下环形烟道送入烟气净化装置处理以达到环保要求.有关阳极焙烧生产设备及技术要求的详细介绍见文献[4].
1.2阳极炭素焙烧DCS系统
由于整个焙烧系统生产及控制设备分散在不同地点,且工艺复杂、控制要求高、控制难度大,因此在现场控制层,将各子系统归人不同的控制站,采用PIC及HMI实现分散控制和监视,以达到工艺和控制要求及保证可靠性;在监控层则应根据各子系统功能及其重要性合理配置监控计算机及辅助设备,以实现各控制站之间的监控及协调工作,最终实现基于PLC的DCS控制方案.据上述原则,现场控制站分为9个,即生块编组控制站(AC1)、熟块解组控制站(AC2)、重油系统控制站(AC3)、烟气净化控制站(AC4)、1号排气架控制站(AC5)、2号排气架控制站(AC6)、I号燃烧架控制站(ACT)、2号燃烧架控制站(AC8)及3号燃烧架控制站(AC9),其中1号排气架控制站(AC5)与2号排气架控制站(AC6)为“一用一备”.监控站为4个,分别是阳极生块编组监控站、阳极熟块解组监控站、窑炉公用监控站及窑炉焙烧监控站.
为保证控制方案的可靠实现,采用了功能完善、安全可靠的硬件及软件体系.以TE系列电气元件结合配电综合自动化技术实现系统可靠的供配电;以SchneiderQuantum系列PIC、Magelis系列HMI、研华工控机及配套监控软件实现现场控制站及监控站;以国际著名公司的常规仪表设备实现信号的精确检测.为了实现4个监控站与9个现场控制站之间的数据通讯,以及与企业Intranet之间的生产数据交互,尚需构建通讯系统.由于阳极炭素焙烧系统为正常情况下24h连续工作,控制中需要多个控制站之间数据交换,因此必须保证控制系统之间有快速可靠的通讯方式,同时要考虑与企业Intranet网络兼容及易于实现、扩展等因素,因此在通讯系统中决定采用1OM/1OOM自适应双重冗余工业现场以太网络技术.
2双重冗余工业以太网技术应用
2.1工业以太网技术
工业以太网技术是成熟以太网技术在控制网络延伸的产物,同时也是控制技术对现场设备通信性能要求提高的必然结果[5].近年来,随着现场总线应用领域的扩展和建立企业信息系统的需求,加之以太网技术的具有标准开放、结构简单、技术更新速度快及网络可平滑升级等优点,工业以太网在现场总线中迅速崛起并不断发展.众多的组织和厂商在解决普通以太网技术应用到工业环境下控制网络的过程中,根据其技术特点和历史原因出现了多种工业以太网技术.目前主流的工业以太网有:①由Modbus~IDA/施耐德电气(SchneiderElectric)公司提出的Modbus/TCP;②由控制网国际组织CI(ControlNetInternational,CI)和开放式设备网供货商协会ODVA(OpenDeviceNetVendorsAsso—ciation,ODVA)/罗克韦尔自动化(RockwellAuto—marion)公司提出的EtherNet/IP;③由Profibus用户组织PN0(ProfibusNutzerOrganization,PNO)/西门子(Siemens)公司提出的Profinet;④由现场总线基金会FF(Field—busFoundation)提出的HSE.Modbus/TCP是Modbus的延伸,基于以太网和标准TCP/IP协议,并将Modbus协议直接应用到第4层,实时扩展采用了在UDP上的实时发布者预订者RTPS(Real—timePublisherSubscriber,RTPS),构成一个结构简单的、开放和广泛应用的传输协议.采用星型拓扑结构,支持10Mb/s、100Mb/s和1000Mb/s设备,可构成几乎无限规模的网络.正是由于Modbus/TCP的这些特点,使得其在工业现场的应用越来越广泛.有关其余几种以太网技术详细介绍见文献[6].
2.2工业以太网冗余技术
由于恶劣的工业环境,使得工业控制网络比商用网络提出了更高的可靠性要求,导致工业以太网的冗余技术应运而生.工业自动化中的以太网冗余技术包括:电源冗余、介质冗余、网络节点冗余、网络冗余及系统冗余等内容.
控制系统的基本冗余要求就是通信网络每一部分在出现电源故障后都能够连接到后备电源上,一旦停电,后备电源就开始接替供电,并且通过E—mail或者继电器输出向管理人员发送电源故障警报.介质冗余可以在部分网络不可用时构成一条备用路径,常用方法是使用双星型拓扑构建即时可用的自动化系统网络.
网络节点冗余是使与设备连接的交换机必须要构建双网络节点,2个网络节点都必须连接到双引导的控制器上.当灾难发生的时候,为保证系统正常运行,控制器确保与终端连接,2个以太网界面均应连接到2个冗余交换机上,并选择较稳定的一条作为主路径.网络冗余即架构一个所有设备都有冗余功能的网络.一个完全的冗余系统包含:冗余交换机、冗余通信端口和一对冗余设备.所有的以太网设备和工作站都必须要连接到2个独立的网络环路中去.完全系统冗余可以形成一个数据流失最少、具备快速冗余时间的可靠网络.
2.3双重冗余工业以太网在阳极焙烧DCS中实现
为构建10M/100M自适应双重冗余工业现场以太通讯网络,必须选择匹配的网络类型并进行合理的冗余配置.
首先,选择工业以太网类型必须考虑与已有的控制平台匹配及各类网络的特点.由于控制平台采用SchneiderQuantum系列PLC,且Quantum系列PLC具有基于Modbus/TCP协议的工业以太网通讯模块NOE77l1O,同时Modbus/TCP工业以太网由于具有简单、高效的特点,并且在考虑初始投资和充分利用现有资源上有明显优势.因此,系统中采用NOE771lO以太网模块实现基于Modbus/TCP协议的10M/100M自适应工业以太网.
其次,为保证通讯网络的可靠性,根据现场的实际情况对控制网络设备要进行合理的冗余.①电源可靠性:为保证网络设备的电源能正常,因此所有的PLC控制器、监控计算机及交换机的电源均采由UPS供电.②设备冗余:在每个控制站PLC中均配置2块10M/100M自适应NOE77110以太网模块,在交换设备中配置2台Ciscol6口交换机,在每一台监控计算机中均配置2块3Corn以太网卡.由于已经进行了网络设备的冗余,使得每个设备间的通讯均存在冗余通路,从而对每一个设备的通讯介质不需再进行冗余配备.通过上述冗余技术最终实现了基于Modbus/TCP协议的双重冗余星型10M/100M自适应工业以太网.系统的结构图如图1所示.
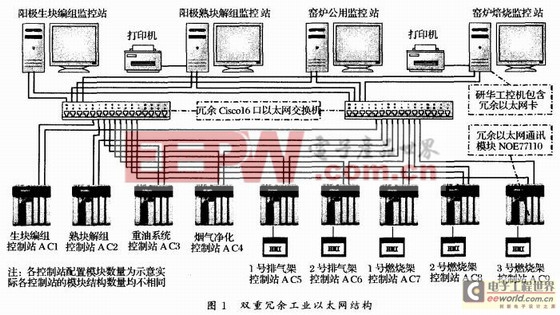
从图1可以看出,通讯系统的可靠性通过冗余技术得以保证,若系统其中一个通讯通道中设备出现任何的故障,可以通过软件切换至另一个通讯通道;若2个通讯通道均有设备出现故障,则只需要通过手工合理调整通讯介质的接插位置即可恢复通讯.通讯系统的快速性通过网络硬件设备及通讯协议得以保证.
通过现场实际运行,基于Modbus/TCP协议双重冗余的星型10M/100M自适应工业以太通讯网络为阳极炭素焙烧控制系统提供了可靠的通讯平台.此外,该网络还具备其他可扩展的功能:①通过NOE77110以太网模块中内置的HttpServer服务功能,能实现远程的故障诊断和修复功能,实现了真正意义上的“透明工厂”.②提供了通用的通讯平台,为将来系统的扩展提供了便利条件,例如,在后续的成型车间技术改造时,只要添加以太网通讯模块即可实现整个焙烧工段所有数据共享.③通过引入以太网技术,为企业实现CIMS或ERP技术提供了设备层的所有数据,避免了“自动化”孤岛,能与企业的MIS系统实现无缝连接.
3结语
近几年工业以太网技术有了长足进步,采用星型连接代替总线型、使用以太网交换技术、全双工通讯技术及虚拟局域网技术等措施,使得以太网通信的实时性及确定性得以保证;从物理层及协议等方面完善以太网络,达到了工业要求的高可靠性;通过引入网关和防火墙技术保证以太网络的信息安全性,并通过引入常见的隔爆防爆技术保证以太网络的生产安全性嗍;通过国际组织及各公司的共同合作,加强各类以太网络的互操作性,推动网络体系的标准化.
总之,随着工业以太网技术的成熟和统一,工业以太网技术应用将会越来越广泛为自动化技术的实现提供更为强大的可靠的保证,将在国家“以信息化带动工业化”的进程中发挥越来越重要作用.
参考文献:
[1]崔东生.我国铝用炭素的发展方向及提高其质量的措施[J].矿业研究与开发,2003,23(S1):56—59.
[2]孙毅,崔东生,徐英第.我国铝用炭素发展方向与措施[J].轻金属,2003,23(7):45—48.
[3]王晓斌.焙烧炉温度自动控制系统[J].炭素技术,1997,16(6):34—37.
[4]刘洁.阳极焙烧技术的新工艺及装备口].轻金属,2003,23(1):47—51.
[5]阳宪惠.工业数据通信与控制网络[M].北京:清华大学出版社,2003.
[6]佟为明,刘勇,赵志衡.几种主流工业以太网[J].低压电器,2005。260(6):41—43.
作为预焙阳极生产焙烧工序中的关键设备,不仅投资约占阳极总投资的30%,而且也是影响产品质量、能耗和环境的重要环节.随着科学技术发展焙烧炉建造的材料及技术日趋成熟,我国目前已完全能建造性能良好的焙烧炉E2J.
但是,目前世界上还没有成熟的焙烧炉控制系统,最先进的技术是法国A.P公司的阳极焙烧控制系统.我国大型铝厂的阳极焙烧炉一般采用敞开式焙烧炉,基本上仍处于日轻焙烧炉的技术水平上,能耗高,生产能力低下、炉温控制精度偏低、烟气排量大。在国家有关“走新型工业化道路的方向,以信息化带动工业化,以工业化促进信息化,增强自主创新能力”的要求下,铝行业各企业积极开展阳极炭素焙烧技术改造工作.
1阳极炭素焙烧系统
1.1阳极炭素焙烧系统构成及其功能
阳极炭素焙烧系统主要由生块编组系统、重油系统、窑炉焙烧系统、熟块解组系统及烟气净化系统构成.生块编组系统是将成型车间制造且已压制成型的阳极生炭块通过链式输送机、辊式输送机输送至编组站进行编组,编成正反(炭碗)相间的组,供天车装炉;重油系统是将油库或油车中重油输送到重油储罐,并对重油储罐进行保温、压力及液位控制,再将任意一个重油储罐中重油通过重油泵以一定压力和流量注入焙烧车间重油运输管道,输送到焙烧炉面出油口,供燃烧架系统使用;窑炉焙烧系统包括燃烧架系统及排烟架系统2部分,燃烧架系统是将重油系统送来的重油,经过增压泵提高重油压力,并通过电加热器及电拌热装置保持重油温度在一定范围之内,再将增压后重油送人燃烧架的燃烧器,按升温曲线要求通过控制器控制电磁脉冲阀喷射频率将重油喷人炉室,经过燃烧使阳极炭块按预定温升曲线升温,以使生块中粘结用沥青及其成分渗出,炭块中伴随着发生相应物理化学反应,使炭块的性能达到电解阳极要求.排烟架系统是通过利用燃烧后烟气余热使生块按预定升温曲线预热,使生块在规定时问内达到焙烧初始温度,并控制烟气的压力及电动阀开度使重油能充分燃烧;熟块解组系统是将已完成规定时间焙烧的阳极熟炭块通过链式输送机输送至解组站进行解组,再通过辊式输送机运送至成品库;烟气净化系统将焙烧炉产生燃烧后烟气经过地下环形烟道送入烟气净化装置处理以达到环保要求.有关阳极焙烧生产设备及技术要求的详细介绍见文献[4].
1.2阳极炭素焙烧DCS系统
由于整个焙烧系统生产及控制设备分散在不同地点,且工艺复杂、控制要求高、控制难度大,因此在现场控制层,将各子系统归人不同的控制站,采用PIC及HMI实现分散控制和监视,以达到工艺和控制要求及保证可靠性;在监控层则应根据各子系统功能及其重要性合理配置监控计算机及辅助设备,以实现各控制站之间的监控及协调工作,最终实现基于PLC的DCS控制方案.据上述原则,现场控制站分为9个,即生块编组控制站(AC1)、熟块解组控制站(AC2)、重油系统控制站(AC3)、烟气净化控制站(AC4)、1号排气架控制站(AC5)、2号排气架控制站(AC6)、I号燃烧架控制站(ACT)、2号燃烧架控制站(AC8)及3号燃烧架控制站(AC9),其中1号排气架控制站(AC5)与2号排气架控制站(AC6)为“一用一备”.监控站为4个,分别是阳极生块编组监控站、阳极熟块解组监控站、窑炉公用监控站及窑炉焙烧监控站.
为保证控制方案的可靠实现,采用了功能完善、安全可靠的硬件及软件体系.以TE系列电气元件结合配电综合自动化技术实现系统可靠的供配电;以SchneiderQuantum系列PIC、Magelis系列HMI、研华工控机及配套监控软件实现现场控制站及监控站;以国际著名公司的常规仪表设备实现信号的精确检测.为了实现4个监控站与9个现场控制站之间的数据通讯,以及与企业Intranet之间的生产数据交互,尚需构建通讯系统.由于阳极炭素焙烧系统为正常情况下24h连续工作,控制中需要多个控制站之间数据交换,因此必须保证控制系统之间有快速可靠的通讯方式,同时要考虑与企业Intranet网络兼容及易于实现、扩展等因素,因此在通讯系统中决定采用1OM/1OOM自适应双重冗余工业现场以太网络技术.
2双重冗余工业以太网技术应用
2.1工业以太网技术
工业以太网技术是成熟以太网技术在控制网络延伸的产物,同时也是控制技术对现场设备通信性能要求提高的必然结果[5].近年来,随着现场总线应用领域的扩展和建立企业信息系统的需求,加之以太网技术的具有标准开放、结构简单、技术更新速度快及网络可平滑升级等优点,工业以太网在现场总线中迅速崛起并不断发展.众多的组织和厂商在解决普通以太网技术应用到工业环境下控制网络的过程中,根据其技术特点和历史原因出现了多种工业以太网技术.目前主流的工业以太网有:①由Modbus~IDA/施耐德电气(SchneiderElectric)公司提出的Modbus/TCP;②由控制网国际组织CI(ControlNetInternational,CI)和开放式设备网供货商协会ODVA(OpenDeviceNetVendorsAsso—ciation,ODVA)/罗克韦尔自动化(RockwellAuto—marion)公司提出的EtherNet/IP;③由Profibus用户组织PN0(ProfibusNutzerOrganization,PNO)/西门子(Siemens)公司提出的Profinet;④由现场总线基金会FF(Field—busFoundation)提出的HSE.Modbus/TCP是Modbus的延伸,基于以太网和标准TCP/IP协议,并将Modbus协议直接应用到第4层,实时扩展采用了在UDP上的实时发布者预订者RTPS(Real—timePublisherSubscriber,RTPS),构成一个结构简单的、开放和广泛应用的传输协议.采用星型拓扑结构,支持10Mb/s、100Mb/s和1000Mb/s设备,可构成几乎无限规模的网络.正是由于Modbus/TCP的这些特点,使得其在工业现场的应用越来越广泛.有关其余几种以太网技术详细介绍见文献[6].
2.2工业以太网冗余技术
由于恶劣的工业环境,使得工业控制网络比商用网络提出了更高的可靠性要求,导致工业以太网的冗余技术应运而生.工业自动化中的以太网冗余技术包括:电源冗余、介质冗余、网络节点冗余、网络冗余及系统冗余等内容.
控制系统的基本冗余要求就是通信网络每一部分在出现电源故障后都能够连接到后备电源上,一旦停电,后备电源就开始接替供电,并且通过E—mail或者继电器输出向管理人员发送电源故障警报.介质冗余可以在部分网络不可用时构成一条备用路径,常用方法是使用双星型拓扑构建即时可用的自动化系统网络.
网络节点冗余是使与设备连接的交换机必须要构建双网络节点,2个网络节点都必须连接到双引导的控制器上.当灾难发生的时候,为保证系统正常运行,控制器确保与终端连接,2个以太网界面均应连接到2个冗余交换机上,并选择较稳定的一条作为主路径.网络冗余即架构一个所有设备都有冗余功能的网络.一个完全的冗余系统包含:冗余交换机、冗余通信端口和一对冗余设备.所有的以太网设备和工作站都必须要连接到2个独立的网络环路中去.完全系统冗余可以形成一个数据流失最少、具备快速冗余时间的可靠网络.
2.3双重冗余工业以太网在阳极焙烧DCS中实现
为构建10M/100M自适应双重冗余工业现场以太通讯网络,必须选择匹配的网络类型并进行合理的冗余配置.
首先,选择工业以太网类型必须考虑与已有的控制平台匹配及各类网络的特点.由于控制平台采用SchneiderQuantum系列PLC,且Quantum系列PLC具有基于Modbus/TCP协议的工业以太网通讯模块NOE77l1O,同时Modbus/TCP工业以太网由于具有简单、高效的特点,并且在考虑初始投资和充分利用现有资源上有明显优势.因此,系统中采用NOE771lO以太网模块实现基于Modbus/TCP协议的10M/100M自适应工业以太网.
其次,为保证通讯网络的可靠性,根据现场的实际情况对控制网络设备要进行合理的冗余.①电源可靠性:为保证网络设备的电源能正常,因此所有的PLC控制器、监控计算机及交换机的电源均采由UPS供电.②设备冗余:在每个控制站PLC中均配置2块10M/100M自适应NOE77110以太网模块,在交换设备中配置2台Ciscol6口交换机,在每一台监控计算机中均配置2块3Corn以太网卡.由于已经进行了网络设备的冗余,使得每个设备间的通讯均存在冗余通路,从而对每一个设备的通讯介质不需再进行冗余配备.通过上述冗余技术最终实现了基于Modbus/TCP协议的双重冗余星型10M/100M自适应工业以太网.系统的结构图如图1所示.
从图1可以看出,通讯系统的可靠性通过冗余技术得以保证,若系统其中一个通讯通道中设备出现任何的故障,可以通过软件切换至另一个通讯通道;若2个通讯通道均有设备出现故障,则只需要通过手工合理调整通讯介质的接插位置即可恢复通讯.通讯系统的快速性通过网络硬件设备及通讯协议得以保证.
通过现场实际运行,基于Modbus/TCP协议双重冗余的星型10M/100M自适应工业以太通讯网络为阳极炭素焙烧控制系统提供了可靠的通讯平台.此外,该网络还具备其他可扩展的功能:①通过NOE77110以太网模块中内置的HttpServer服务功能,能实现远程的故障诊断和修复功能,实现了真正意义上的“透明工厂”.②提供了通用的通讯平台,为将来系统的扩展提供了便利条件,例如,在后续的成型车间技术改造时,只要添加以太网通讯模块即可实现整个焙烧工段所有数据共享.③通过引入以太网技术,为企业实现CIMS或ERP技术提供了设备层的所有数据,避免了“自动化”孤岛,能与企业的MIS系统实现无缝连接.
3结语
近几年工业以太网技术有了长足进步,采用星型连接代替总线型、使用以太网交换技术、全双工通讯技术及虚拟局域网技术等措施,使得以太网通信的实时性及确定性得以保证;从物理层及协议等方面完善以太网络,达到了工业要求的高可靠性;通过引入网关和防火墙技术保证以太网络的信息安全性,并通过引入常见的隔爆防爆技术保证以太网络的生产安全性嗍;通过国际组织及各公司的共同合作,加强各类以太网络的互操作性,推动网络体系的标准化.
总之,随着工业以太网技术的成熟和统一,工业以太网技术应用将会越来越广泛为自动化技术的实现提供更为强大的可靠的保证,将在国家“以信息化带动工业化”的进程中发挥越来越重要作用.
参考文献:
[1]崔东生.我国铝用炭素的发展方向及提高其质量的措施[J].矿业研究与开发,2003,23(S1):56—59.
[2]孙毅,崔东生,徐英第.我国铝用炭素发展方向与措施[J].轻金属,2003,23(7):45—48.
[3]王晓斌.焙烧炉温度自动控制系统[J].炭素技术,1997,16(6):34—37.
[4]刘洁.阳极焙烧技术的新工艺及装备口].轻金属,2003,23(1):47—51.
[5]阳宪惠.工业数据通信与控制网络[M].北京:清华大学出版社,2003.
[6]佟为明,刘勇,赵志衡.几种主流工业以太网[J].低压电器,2005。260(6):41—43.
- 基于Linux的嵌入式测控系统设计(07-03)
- 工业以太网布线与故障保养(12-21)
- 工业以太网在制丝线电控系统的应用(12-21)
- 工业以太网交换机应用于太阳能热电控制系统(12-21)
- 基于工业以太网EtherCAT的DCS控制系统设计(12-21)
- 基于工业以太网和PROFIBUS的FCS实时在线故障诊断系统(12-21)