径向量仪校正工件坐标原点的方法
磨床是利用磨具对工件表面进行磨削加工的精密机床[1]。磨床可以加工硬度很高的材料,能做高精度和表面粗糙度很小的磨削,也能进行高效率的磨削[2],在汽车制造业、机床制造、电力、船舶、航空航天等领域有着广泛的应用。
磨床种类繁多,按其工作性质,常见的磨床种类可以划分为外圆磨床、平面磨床、内圆磨床、工具(刀具)磨床、无心磨床、非圆磨削机床、轧辊磨床、复合磨削加工单元、立式磨床等等[3~6]。
随着磨床工业向自动化方向的发展,自动测量装置应用到了磨床上,并在机械加工中扮演了重要的作用[6]。量仪是用来在机械加工过程中,对工件的尺寸进行实时的在线测量,将测得的参数传递给控制装置,然后控制装置根据得到的数据自动的调整加工过程,向磨床发出粗磨、精磨、光磨和到尺寸的控制信号。它摆脱了对操作人员的依赖,减小了误差,从而提高了生产效率和产品质量,也降低了废品率[8~11]。
目前,量仪种类繁多,根据量仪中传感器的种类划分[12]有:机械式、光学式、超声波式、电子式和气动式等。现有的机械加工在线测量方法大多用于为实时误差补偿提供反馈信息[13]。
在外圆磨床数控系统中常采用径向量仪主动测量技术,实现外圆磨加工的主动在线测量[14][15]。在具体的磨削加工中,有些工件往往需要多段磨削,为了提高精度,可以在安装径向量仪实时监控磨削过程,但出于成本的考虑,很难在需要磨削的每一段都安装径向量仪。因此,本文提出一种通过径向量仪调整工件坐标原点的方法,从而提高多段磨削精度,同时降低了成本。
坐标原点与坐标原点补偿
磨床的坐标系以及磨床的主要部件如图1所示。磨床的主要部件包括固定在工作台上的金刚笔、工件和径向量仪测头,固定在砂轮架上的成型砂轮和端面量仪测头。磨床的坐标系可以分为机床坐标系xmomzm、工件坐标系xpopzp和砂轮坐标系xwowzw。
一般以成型砂轮上的某一点(通常取左下角)为砂轮坐标系原点,如图1所示,ow即为砂轮坐标系原点,当金刚笔尖运动到ow点时,机床坐标系的坐标值即为砂轮坐标系原点在机床坐标系中的坐标值。成型砂轮的形状由构成成型砂轮轮廓的线段和圆弧构成,如图2所示,成型砂轮的形状可以由一系列点a0,a1,…,a7在砂轮坐标系中的坐标值描述,其中a5可以定义为砂轮坐标系原点,在机床坐标系中的坐标值记为(xwa,zwa)。砂轮经过修整后,砂轮形状轮廓由一系列点b0,b1,…,b7描述,其中b5为新的砂轮坐标系坐标原点,在机床坐标系中的坐标值记为(xwb,zwb)。沿x方向和z方向修整量分别记为δx,δz。
砂轮修整前,当a5点运动到工件坐标原点op点,此时机床坐标系显示的坐标值即为当前工件坐标系坐标原点在机床坐标系中的坐标值,记为(xpa,zpa)。砂轮经过修整后,当b5点运动到工件坐标原点op点时,机床坐标系显示的坐标值即为当前工件坐标系坐标原点在机床坐标系中的坐标值,记为(xpb,zpb)。有如下关系:
xwb=xwa-δx
zwb=zwa-δz
xpb=xpa-δx
zpb=zpa-δz
砂轮磨削工件的过程可以理解为砂轮原点ow在工件坐标系xpopzp中运动,所以,工件坐标系坐标方向如图1所示。而砂轮修整的过程则可以理解为金刚笔在砂轮坐标系xwowzw中运动,所以,砂轮坐标系方向正好与工件坐标系方向相反。
这样,磨削加工的过程可以在工件坐标系中用g代码语言描述,砂轮修整的过程,可以在砂轮坐标系中用g代码语言描述。砂轮修整后,调整工件坐标原点和砂轮修整原点,而描述磨削加工和描述砂轮修整g代码语言都可以保持不变。从而便于理解,也简化了编程。
多段磨削方式下工件坐标原点补偿方式的改进
有些工件需要多段磨削,如图3所示,工件坐标系xpopzp。a段最终磨削尺寸为xa,b段最终磨削尺寸为xb。在没有径向量仪的情况下,砂轮在工件坐标系中,对准a段,沿x轴负方向行走到工件坐标位置xa;砂轮对准b段,沿x轴负方向行走到工件坐标位置xb。对大多数中低档磨床而言,精度只能保持在几个丝的水平。
为了提高精度,可以在安装径向量仪实时监控磨削过程,这样可以把磨削尺寸精度提高到微米级。由于成本的考虑,很难在需要磨削的每一段都安装径向量仪。为此,提出一种通过径向量仪调整工件坐标原点,从而提高多段磨削精度的方法。具体方法如下。
如图3所示,在工件a段安装径向量仪,在砂轮对a段进行磨削时,实时监控a段工件尺寸。一旦径向量仪给出相应的尺寸信号,砂轮停止进给。此时,工件的真实尺寸为xa,而此时砂轮在工件坐标系下的x坐标读数记为xa`,此读数xa`往往偏离预设的工件尺寸xa。调整工件坐标原点,使得当前砂轮在工件坐标系下的x坐标读数由xa`变换为xa。
工件坐标原点调整前,砂轮x坐标位置为xa`,工件坐标原点为xp,此时砂轮在机床坐标系下的坐标为xa`+xp;工件坐标原点调整后,砂轮x坐标位置为xa,工件坐标原点为xp`,此时砂轮在机床坐标系下的坐标为xa+xp`。由于工件坐标原点调整前后,砂轮位置并没有变化,因此有如下等式xa`+xp =xa+xp`成立,调整后的工件坐标原点xp`为
xp`=xa`+xp-xa
在调整后的工件坐标系下,砂轮行走到b段起始位置,对b段进行磨削,到达工件坐标系x坐标位置xb。整个磨削过程完毕。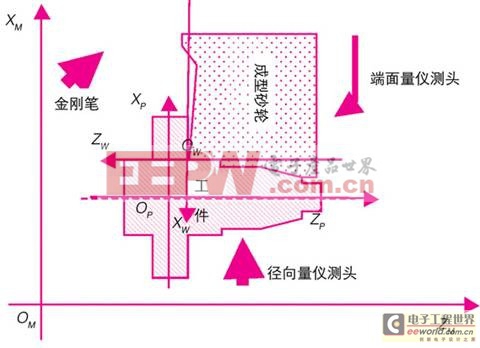
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)