并联运动机床数控系统研究
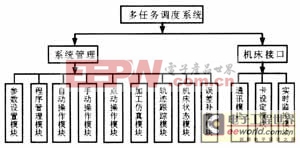
图4 控制系统软件模块
系统管理模块主要完成数控程序的预处理和人机信息交互,其中:参数设置模块用于设置刀具参数设置和机床结构参数;文件管理模块用于载人、存储或编辑NC加工代码程序;自动操作(Auto)模块完成数控程序的自动下载和运行控制;手动操作(MDA)模块可手动输入单条数控指令,直接控制机床单步运动;点动操作(Jog)模块控制机床各虚拟轴的点动运行,进行刀具位置调整和工件坐标系的确定;仿真模块根据加工程序进行机构的运动学仿真,校验作业空间和运动干涉;轨迹跟踪模块实时显示电机运动轨迹和虚轴刀尖轨迹;机床状态模块显示刀尖坐标值、主轴转速、进给速度、操作状态和故障状态等信息;误差补偿模块动态加载误差补偿规则、算法和数据,修正运动控制量,减小加工误差。误差补偿数据可通过专用仪器检查刀尖位置获得,也可来源于加工过程中的误差测量统计。
机床接口模块负责处理与TurboPMAC有关的任务,其中:通讯模块用于建立PC与Turbo PMAC之间的数据通讯渠道;卡设置模块完成TurboPMAC的初始参数配置;实时监控模块用于完成数控程序和数控命令的下载,并实时检查TurboPMAC数据区状态和伺服系统运行状态,将检查数据传送到轨迹显示模块和机床状态显示模块,实现刀具轨迹、伺服轴运动轨迹、控制状态和故障报警的实时显示。
6 结束语
本文设计了基于“PC+TurboPMAC”架构的开放式数控系统,直接采用标准C代码NC程序控制零件加工,对用户屏蔽了机床并联结构的运动控制复杂性。对运动学计算和粗插补功能采用了下载嵌入方式,减轻了主机运行和数据通讯负荷,提高了控制的实时性能和主机的管理功能。软件系统充分利用了Windows平台的资源优势,采用面向对象的设计方法建立友好的用户操作界面和任务调度体系,使整个系统模块化程度高、可操作性好且功能便于扩展。本文所设计和研制的数控系统已成功应用于北京理工大学3PRS-XY混联机床样机的控制中。
- 基于DSP应用于线切割机床的脉冲电源设计(02-01)
- NC MONITOR的数控机床监控网络的建网方法(12-21)
- 机器人与机床集成应用的现状与问题(12-20)
- 基于以太网的数控机床控制系统核心深入(12-20)
- 数控机床总线故障的诊断及处理(12-20)
- CAN总线实现数控机床的网络化(12-20)