数控机床总线故障的诊断及处理
1 CK5125B数控立式车床400000#和400015#报警的维修
1.1 故障现象
开机后,屏幕显T 400000#报警:PLC停止;400015#报警:Profibus_ DP I/O出错,逻辑地址9。机床操作ICI板上按钮均无效,所有指T灯都没有点亮,按RESET键、热启动或冷启动系统,均不能清除报警。
1.2 故障分析及处理
该机床数控系统采用SINUMERIK 802D系统,配置SIMODRIVE 611 UE伺服驱动系统,由PROFIBUS-DP现场总线实现设备级控制系统与分散式I/O的通信,主站周期地读取从站的输入信息并周期地向从站发送输出信息,还提供智能化现场设备所需的非周期性通信以进行组态、诊断和报警处理。
根据报警号查找西门子802 D系统诊断说明书,400000#报警反映PLC不处十循环方式,消除方法有测试PLC程序的正确性和消除其它PLC报警;而400015#报警反映PLC用户程序中使用的I/O地址不存在,并日_指示逻辑地址为“9”的部件出错。
在CK5125 B数控立车上,802 D主站通过PROFI-BUS-DP总线串连了两块PP 72/48 I/O板和一块双轴控制模块,802 D主站通过总线给DP从站分配地址。PROFIBUS-DP总线连接见图1所示。


结合两个报警的内容,因机床已正常土作数年,可以排除PLC程序有错误的可能;查找有关PROFIBUS总线地址的NC参数,MD11240设为“4",设置也没有错误。据此故障点指向了逻辑地址是“9”的一块PP72/48 I/O板。该I/0板位十离802 D最近的操作台内部,打开操作台,发现印刷板上用拨码开关设置的地址无误,而积尘很厚,待清除了积尘后,开机故障依旧。
基于对PROFIBUS-DP总线土作机理的分析,我们决定采用缩小范围法来找出故障点。第一步将地址为“9”的总线插头上终端电阻开关拨到“ON”,断开后面总线上的设备,开机后PLC程序运行正常,说明该I/O板和这一段PROFIBUS总线通讯完好;第二步把地址“9”的总线插头上终端电阻开关恢复到“OFF ",把地址为“8”的I/O板总线插头拨到“ON ”,PLC程序运行正常;第三步把前面的改动全部恢复,把地址“12”的双轴控制模块上的总线插头脱开,PLC程序运行依然正常,但在将总线插头插回时,原来PLC停止的报警又出现了。由十此时控制模块并没有上电土作,据此我们判断报警不应是控制模块引起的,而是这个总线插头有故障。打开该总线插头,发现PROFI-BUS电缆的一根线芯有断裂痕迹,在插头插上、拔下的过程中或有其它外界振动的情况下,总线通讯极易发生中断,造成PLC程序运行停止。我们重新连接好PROFIBUS总线电缆后,故障彻底消除了。
2 PT305数控旋压机床43#报警的维修
2.1 故障现象
机床加土过程中发生43#报警,报警显示“PLC-CPU not ready for operation". PLC板LED红灯持续点亮,机床操作ICI板等完全失效,重启后,报警不能消除。
2.2 故障分析及处理
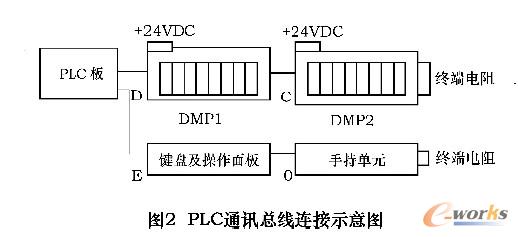
该机床数控系统是SINUMERIK 8400系统,PLC型号为PLC-CPU 135 WB2,主控制器由母板上插CSB(central service board)板、NC板、PLC板、MMC板、位控板组成,PLC通过通讯总线连接两块DMP< Distribu-ted machine peripheral)接口模块、操作ICI板和手持单元, PLC通讯总线连接示意图见图2所示。
从43#报警信息和LED红灯亮可知PLC始终处于停止状态。查找840 C系统的诊断手册,导致43#报警的原因有四种:PLC或I/0接口存在硬件或软件错误;DMP I/O模块24VDC电源断开;PLC机床数据有错误或与PLC程序不符;PLC程序有错误。我们进行逐项排除,经检查PLC程序和PLC数据都没有错误,DMP模块24VDC电源正常,这样报警原因只可能出现在PLC或I/O接口存在硬件或软件错误上。
查找PLC维修界面的错误代码及其附加错误详述,完全正常时应全部显示" 0000 ",而现在显示为:

错误代码“6F"指明是DMP模块未打开或设定地址旋转开关不正确,F0001地址的“04”表示使用DMP模块,F0002地址的“03”表示接口模块号,F0003地址的“03”表示DMP模块号,F0004地址表示DMP模块的线号。我们从错误代码数值推断出接口模块号为“03”的DMP模块有错误,而西门子资料显示模块号“03”对应地址为“G”,可以断定地址为“C”的第二块DMP板出现了故障。
拆开DMP 2板,发现整块电路板有明显水迹,其中一块集成电路芯片的管脚锈蚀严重,清洁和烘干该DMP板后,机床恢复了正常。
3 结语
从两例总线通讯故障的排除过程,启示我们在查找类似故障原因时要弄清当前所使用总线的通讯原理,优先运用排除法争取缩小故障范围,对相同的总线设备可运用替换法,结合更改地址和观察报警显示变化等方法,就可以使原本模糊的故障原因逐渐变得清晰起来。
数控机床总线故障诊 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)