基于现场总线的配料监控系统的设计与实现
1 引言
全自动计量配料控制系统在各行业的应用已屡见不鲜,如:冶金,有色金属,化工,水泥建材,食品等行业。它是成品生产的首要环节,特别是有连续供料要求的行业,其配比的过程控制直接影响了成品的质量,它是企业取得最佳经济效益的先决条件。虽然行业各自不同的工艺特点对配料控制要求也不同,但其高可靠性,先进性,开放性,免维护性,可扩展性是各行业所追求的一致目标。随着it技术的普及应用,工厂自动化将直接进入e时代,其中计量自动化scada也是一个重要的环节。
2 系统功能
基于以上目标,我们为某行业龙头企业设计、制造了一套全自动的多品种混合配料计量、预计量、输送、金属检测、包装计量、分选计量等功能的机电一体化生产线。其中动态计量秤,通过二级现场总线,会同plc,hmi/ipc无缝地组成三位一体的闭环动态配料系统,其中工控机经hub及以太网连入工厂erp/mis。整个配料过程严格按照所选择的配方比和流程进行,并有多级报警记录,完成不同原料混匀给料及物流控制,实现了管控一体化,优化了过程控制的性能和效率。它将是一种目前基于fcs配料计量监控系统的先进解决方案,符合开方性的计量自动化发展趋势。
本系统工艺流程如图1所示。

3 系统配置
本系统下位机采用了三菱电机的melsec-a2sh系列plc为主控器,并配以got-f940触摸屏为下位人机介面(hmi),计量控制由12台上海大和衡器(shanghai yamato)的cfw定量给料机(constant feed weigher)组成。它们之间通过cc-link现场总线联网,以实现数据采集与控制,来确保系统的可靠性和实时性。上位机部分选择研华ipc610工控机作为监控站,配以microsoft windows nt 4.0 for workstation操作系统和世界著名的监控软件citectscada 5.30为scada系统的软件平台环境,系统软件具有丰富的流程操作、监控、通讯、报警、管理、趋势、报表记录和冗余等功能,并具有较强的诊断能力。系统的硬件和软件是控制系统的有机体,以上配置确保了系统完整性、一致性、兼容性和成套性,适应在工业环境下能长期稳定运行,并具有电、磁、震抗干扰的能力,保证了整个系统的安全运行要求。
系统具有如下功能特点:
·监控生产现场的实时数据及工艺流程;
·浏览各实时/历史趋势画面;
·处理反映各种过程报警和历史报警;
·浏览查询/打印实时/历史生产报表;
·修改管理生产过程参数和状态;
·为企业决策者提供工厂底层实时数据;
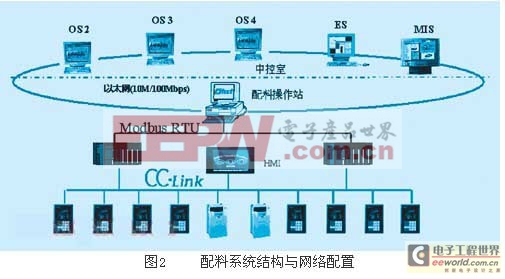
本配料系统结构与网络配置如图2所示。
3.1 下位机结构及组成
在本工程中所采用的12台cfw主要是来完成原料流量控制,其核心为cfc-200仪表,它集调节与演算为一体的多功能计量控制器,其中cpu为摩托罗拉68k系列,它集大和衡器出众的仪表设计技术,具备足够的抗干扰性能、多样化接口、自诊断功能、自整定pi调节功能等特长,并配以上海大和c3级电阻应变式荷重传感器(loadcell)、安川电机的电流矢量型变频器616g5和德国sew高性能变频电机,组成一个完整的机电一体化产品,确保了计量和控制的准确性,其系统精度达到±0.2%。
下位机选用三菱melsec-a plc共2台组成双机冗余结构,它具有先进、高速、可靠、大容量的特点,其中plc1为主控,plc2为后备冗余,当发生故障时,便可实行主备plc间的无扰切换,也可作为将来工程扩充用。由于12台cfw分布较分散,故选择cc-link总线与plc相连。下位hmi为got940 lcd触摸屏,以确保工艺数据正确和及时在上位pc监控站和触摸屏上得到双重响应和显示,即使上位发生故障或失效,也不影响整个流程控制。触摸屏的监控画面虽没上位hmi丰富,但也基本覆盖整个系统的监控和操作。
3.2 cc-link概况
cc-link是三菱电机公司以高性能、低成本、多厂商支持为目标于1996年推出的第二代开放式现场总线,是control communication link(控制与通信链路)的简称,2000年11月,cc-link协会成立,专门负责cc-link在全球的普及和发展。
开放式现场总线cc-link具有性能卓越、应用广泛、使用简单、节省成本等突出的优势。cc-link采用双绞线为连接介质的主从结构,最多支持64个从站,采用广播论询方式,最高可达到10mbps速度。plc或计算机作为cc-link主站,配以aj65sbt-rpt中继器最远距离可达13.2km。网络总线最大的循环数据容量为2048个点,512个字;最大瞬时传送数据量为960字节。cc-link具有预约站功能、自动刷新功能、即插即用功能和主站热备、子站脱离、站上线回复、监控测试等完备的ras机能。cc-link在使用上,硬件开关设置、接线(3芯屏蔽线)和系统组态(参数设定即可)都非常方便和简单。
目前cc-link支持
- SHARC DSP与SJA1000的CAN总线接口设计(03-14)
- 现场总线与RS232、RS485的本质区别(12-21)
- 浅析现场总线的应用技术(12-21)
- 如何正确选用现场总线产品(12-21)
- 基于现场总线的加工中心用六轴数控系统(12-21)
- 基于现场总线的PLC控制变频造纸系统(12-21)