三轴台式工业机器人通用控制软件设计
本文主要以三轴台式工业机器人为平台,采用改进的栅格法进行加工工件的环境表示,利用不同优先级的权值进行路径规划,设计具备一定通用性的控制软件,避免了加工不同工件需重新编写程序的麻烦。
0引言
如今工业机器人已逐步融入工业生产之中,与工业机器人开发相关的企业也相继在中国出现。然而,对于不同客户的需求,只能通过工程师编写不同程序的方式来满足客户的需求。因此,在这些企业中,大多数都是以“非标”产业和机器人代售为主。而同一机器人应用于不同工作环境,在软件设计上的通用性问题上一直存在着很大的阻碍。
1机器人系统框架
工业机器人系统通过控制软件发送指令给予SmartPAC运动控制器,由控制器根据相关指令转换为轴的驱动指令并传输给相应的轴伺服器,轴伺服器根据接收过来的指令控制轴以执行相关动作。参数输入端是由鼠标与键盘通过USB接口直接接入控制器,该控制器自带操作系统WinCE.控制软件在该运动控制器的WinCE环境下运行,通过输入端在控制软件上设定相关参数或进行操作,由通用控制软件分析并确定一条合适的加工路径。根据加工路径,得出相关指令集合,通过控制软件向轴依次发送指令,以达到加工工件的目的。
该工业机器人系统框架如图1所示。

2通用控制软件简介
该软件控制端所控制的机器人是由三个雅马哈单轴伺服器以及一个Smart PAC运动控制器相组合而成的三轴台式工业机器人。其中三轴分别命名为X,Y,Z,相互构成了一个立体空间。加工工件固定于Y轴上,处于XY平面之内。在加工工件上分布着N个加工点。
操作人员只需通过该软件控制端输入加工工件的模型,以及加工点的位置。通过栅格法加入树的形式对模型逐步分解,对加工点逐个确定,接下来从中分析出最佳路径,最佳路径以最短的时间内完成单位工件的加工为准。
该三轴台式工业机器人通用控制软件界面如图2所示,主要分为4个部分,左上角为参数设置面板,左下角为轴位置显示面板,右上角为控制操作面板,右下角为轴测试面板,用以测试轴能否正常工作。参数设置面板与控制操作面板将会在下文中详细介绍。

3软件框架设计
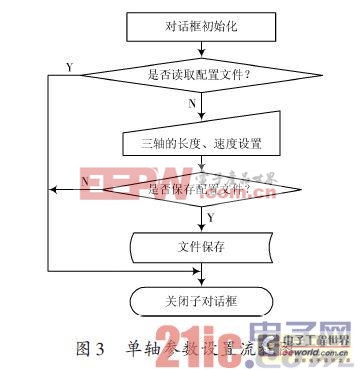
该控制端软件工作于Windows CE操作系统,在VisualStudio 2005下使用C#语言进行开发。进入控制端软件首先进入的是窗体初始化函数。在窗体初始化函数中进行各轴的配置并启动轴,以确保各轴在开始工作之前就已回归零点位置。在回归零点位置之后,再将各轴关闭。这里需要注意的是,并不是在窗体初始化函数里面去等待轴回到零点再进行关闭各轴操作,而是在窗体定时器中去检测并关闭。否则,窗体将在相当长的一段时间之内会处于丢失焦点的状态,或窗体需等轴回到零点之后再出现。定时器是整个软件的一个核心部分,相当于软件的心脏,它承担着轴状态检测、加工工件计数、指令发送等功能。图2为该软件控制端的界面,在左上角有一个参数设置的面板,在这个面板中存在着两个参数设置,分别是轴参数设置和工件参数设置。轴参数设置包含着三轴长度设置与轴运动速度设置,可将相关的轴配置信息保存为后缀为txt的文本格式或后缀为doc的Word文档格式,以便下次直接读取使用。轴参数设置的具体流程图如图3所示。
工件参数设置包括工件模型设置、工件上的加工点位置的设置及轴参数设置中的文件读取与保存。其中,模型设置采用多视角视图法,视图个数根据所需加工的模型设定。对于精度要求不高的模型也可采用数组输入的方法。两种方式的模型输入都支持拷贝,便于在已有模型上修改加工位置。而加工点的位置则直接在模型的基础上进行设置即可。
图2的控制界面中存在着3个按键,分别是执行、暂停和停止。这3个按键分别执行着不同功能,一般情况下,只使用暂停按键,停止按键执行急停的任务,用作紧急处理,当停止按键按下时,就意味着加工必须重新开始。执行和停止按键的流程图如图4所示。

4路径规划
4.1环境表示
在环境表示上采用栅格法,用栅格法表示加工工件模型及加工环境相对容易,但时间复杂性相对较高。
对于工业加工而言,加工工件一般都是成批量进行加工的,只需在第一次加工该加工工件开销相对较长的时间,此后的每一次加工只需从存储的文件中,调用之前已得到的最优路径进行加工即可,而且,工业加工更需要一个相对较为容易得到的模型。
常用的栅格法如图5所示。该方法是将整块目标区域划分成N个等份的小格,但是这种方法对于工业加工来说精度差,数据存储空间过大,而且时间开销较大。改进后的栅格法如图6所示。该改进后的栅格法是采用逐步细分法,先将整个区域细分成四块,然后判断加工点
- 可编程机器人将替代码农 可改装来自工业机器人(06-04)
- 贴砖工程自动化 建筑机器人可提高4倍生产效率(12-20)
- 工业机器人在中国:由低端开始,向高端进发(12-20)
- 伺服在工业机器人技术中的运用(12-19)
- 实现高效生产的工业机器人(12-20)
- 工业机器人在缝纫机铸件加工中的应用(12-20)